ШЛИФОВАНИЕ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
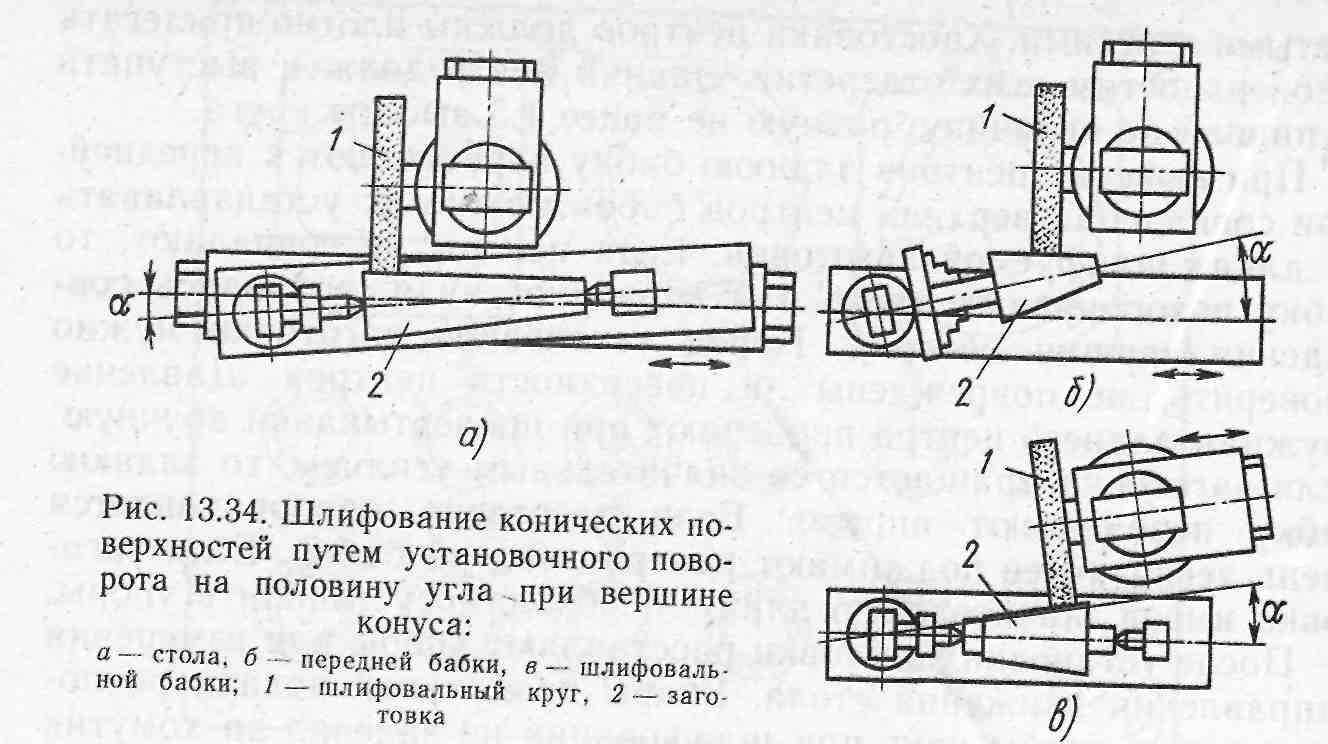
Конусность К = (D — d) /L = 2tga (рис. 13.34), где D и d — соответственно диаметр большого и малого основания конуса, L — длина конуса. Уклон i = К/2.
На круглошлифовальных станках конические поверхности шлифуют путем поворота стола, передней бабки или бабки шлифовального круга. Шлифование поверхностей с небольшой конус-
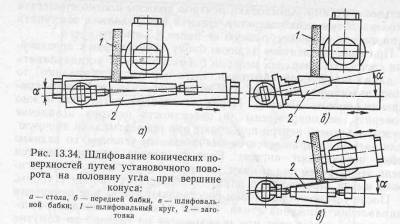
На круглошлифовальных станках конические поверхности шлифуют путем поворота стола, передней бабки или бабки шлифовального круга. Шлифование поверхностей с небольшой конус-
- Подробнее о ШЛИФОВАНИЕ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
- Войдите, чтобы оставлять комментарии