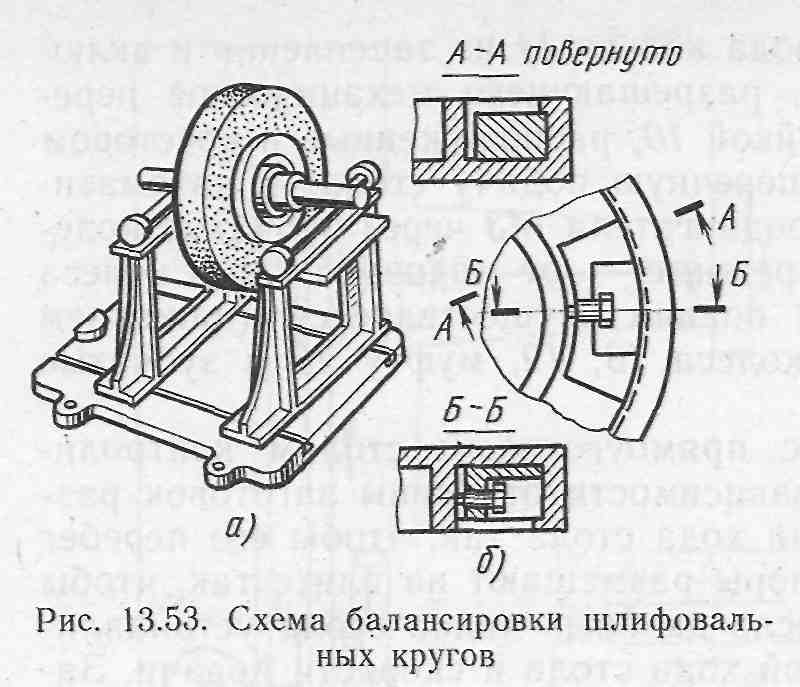
Если центр тяжести круга совпадает с осью его вращения, то круг сбалансирован и может надежно работать на высоких окружных скоростях. Неуравновешенность кругов возникает из-за их неправильной формы; расположения посадочного отверстия с эксцентриситетом относительно перифе-
рии круга; неодинаковой плотности материала и др. Круги балансируют на специальных стендах (рис. 13.53, а). В качестве опор используют призмы, диски и цилиндрические валики. Круг устанавливают на оправку и размещают на валиках. Уравновешивание выполняют двумя сегментами (рис. 13.53, б) путем их перемещения по пазу фланца с торцовой стороны. При отсутствии уравновешенности тяжелая часть круга опускается вниз. Перемещая сегменты, снова проверяют степень уравновешенности круга до тех пор, пока круг в любом его положении на опорах будет находиться в покое. Необходимо балансировать все круги диаметром больше 100 мм. Перед балансировкой круг нужно осмотреть, чтобы убедиться в отсутствии трещин. Круги можно балансировать непосредственно на шлифовальном станке с помощью специальных механизмов.
13.34. АКТИВНЫЙ КОНТРОЛЬ ПРИ ШЛИФОВАНИИ
Шлифование, как правило, завершает технологический процесс и размеры изделий окончательны. Значительная часть времени рабочего цикла на автоматизированных шлифовальных станках (до 30 % вспомогательного времени) затрачивается на измерение шлифуемых заготовок. Поэтому используют автоматизацию контроля размеров, которая значительно повышает производительность шлифования.
Станки снабжают системами активного контроля (рис. 13.54). При активном контроле действительный размер заготовки до обработки (или размеры обрабатываемой заготовки) сравнивается с заданным размером. Устройства, осуществляющие и вырабатывающие такое сравнение и соответствующий сигнал измерительной информации, называют приборами активного контроля. Эти приборы работают методом прямого или косвенного измерения. При прямом измерении чувствительный элемент прибора контактирует с обрабатываемой поверх-
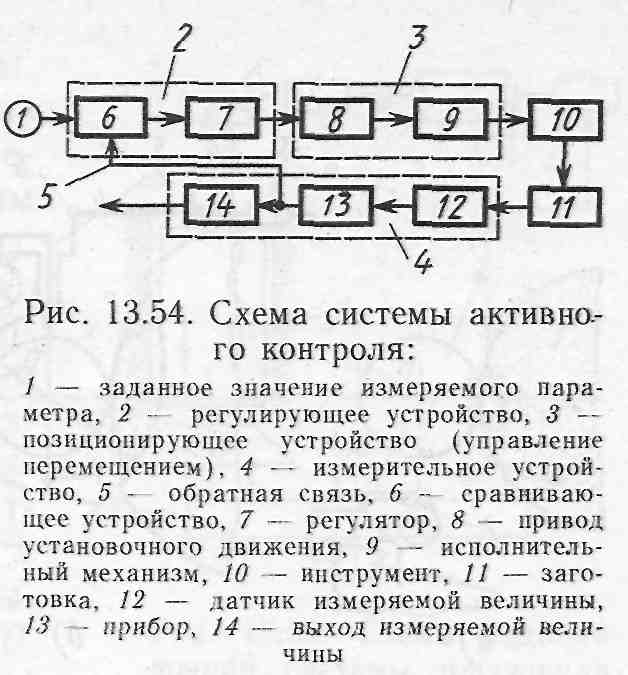
ностью заготовки, при косвенном — не контактирует. Приборы бывают механические, электроконтактные, пневматические, индуктивные и др.
Средства активного контроля содержат: измерительный прибор; измерительную оснастку; командное устройство; усилитель командных сигналов; устройства сигнализации; источники питания. Измерительный прибор выдает информацию в виде показателей. Командное устройство преобразует измерительную информацию в дискретные сигналы — команды
для автоматического управления обработкой. Измерительная оснастка — это рычажные механизмы, призмы и т. д. Усилитель командных сигналов усиливает электрические сигналы измерительных приборов. Устройства сигнализации дают информацию об исполнении команд. В зависимости от условий производства используют упрощенные схемы активного контроля, в которых применяют только некоторые из указанных элементов.
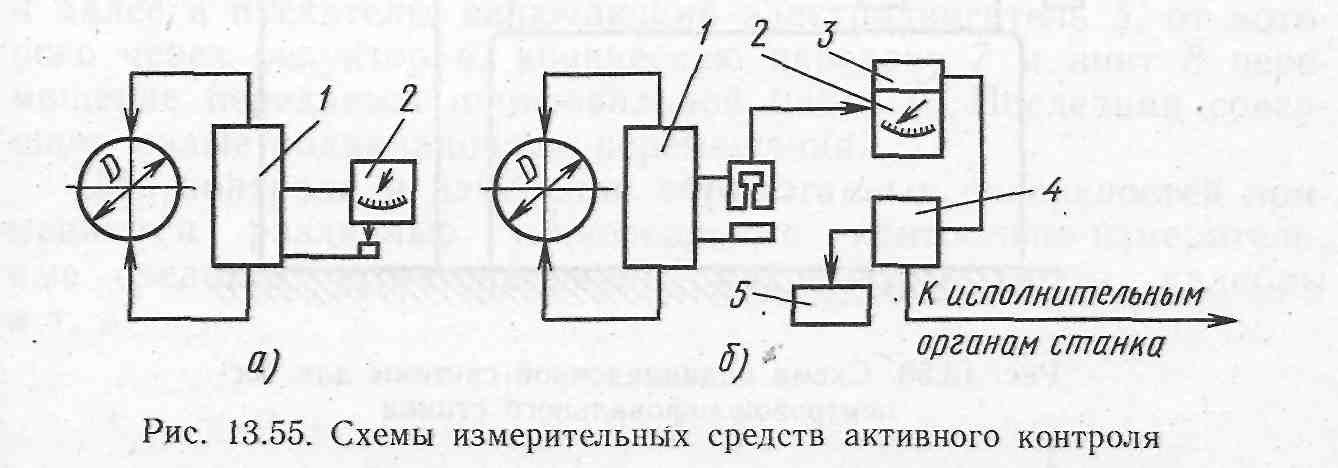
Для активного контроля используют различные измерительные приборы (индикаторы; пневматические; индуктивные и т. д.). На рис. 13.55 приведены схемы измерительных средств с механическим (рис. 13.55, а) и пневматическим (рис. 13.55,6) приборами. Измерительный прибор неподвижно связан с измерительной оснасткой 1. Информация о размере заготовки выдается по шкале прибора 2. Управление обработкой осуществляется вручную. Измерительная оснастка1 (рис. 13.55,6) осуществляет бесконтактные измерения посредством пневмодатчика. Измерительная информация выдается по шкале прибором 2 и с помощью командного устройства 3 и усилителя 4 передается к исполнительным органам станка, которые совершают необходимые движения. Выполнение командных сигналов контролируется блоком 5.
На рис. 13.56, а показано одноконтактное измерительное
устройство для измерения радиуса R заготовки 1, установленной в центрах круглошлифовального станка, посредством отсчетного устройства 2. Трехконтактное измерительное устройство со скобой 8 для измерения диаметрального размера D заготовки 2 на том же станке показано на рис. 13.56, б. Скоба 8 самоустанавливается на поверхности заготовки 2 посредством наконечников 1, 9, которые постоянно поджимаются рычажной системой с шарнирами 4, 6 под действием груза 3 (или пружины). Наконечники 1, 5 являются измерительными элементами, а на-
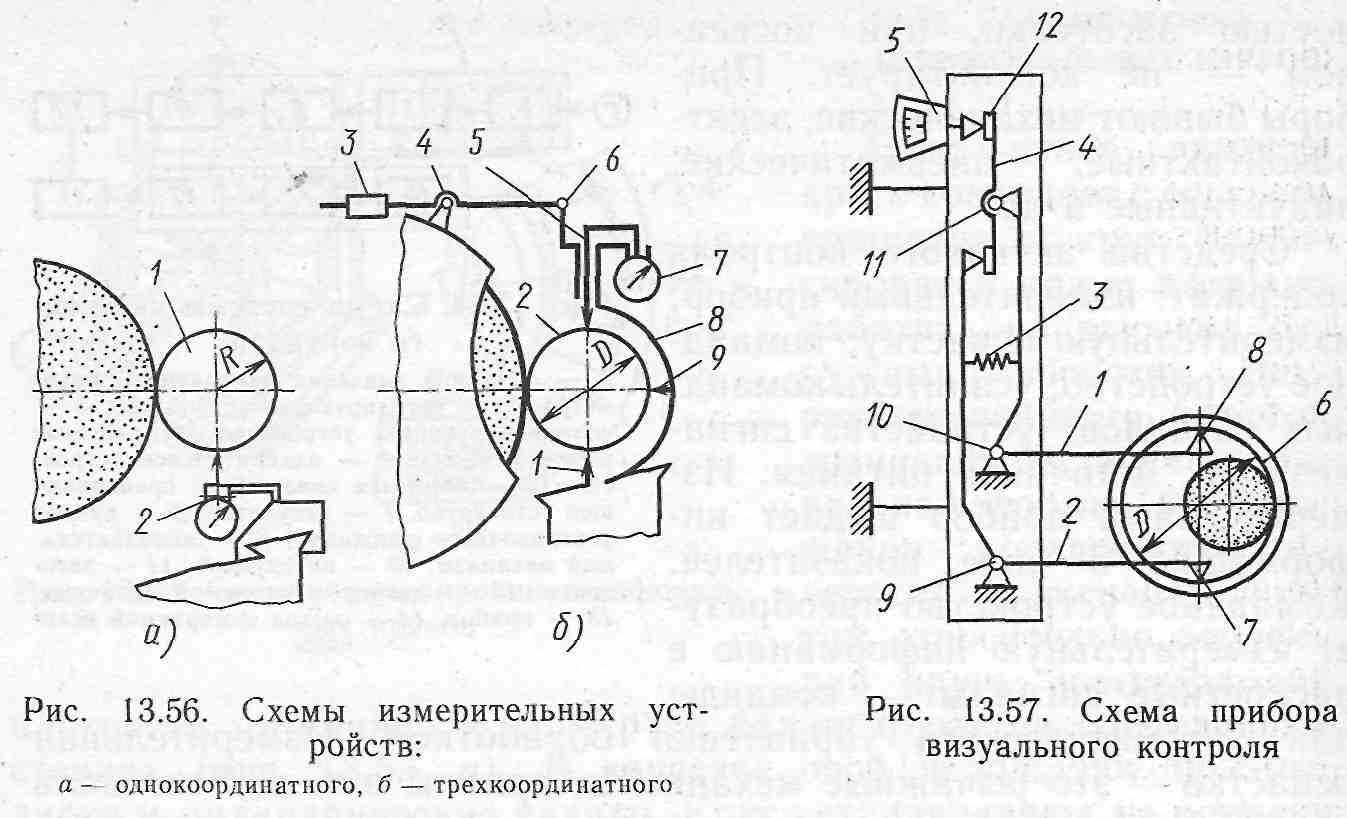
конечник 9 — базовым элементом. Стержень 5 может перемещаться относительно скобы 8. Величина перемещения воспринимается отсчетным устройством 7.
На рис. 13.57 показано устройство для измерения диаметра — отверстия в заготовке при шлифовании на внутришлифовальном станке. Измерительные наконечники 7, 8, закрепленные на рычагах 1, 2 посредством пружины 3, соприкасаются с обрабатываемой поверхностью 6. Рычаги расположены на шарнирах 9, 10. На шарнирной опоре 11 рычага 1 установлен рычаг 4, который суммирует перемещения обоих наконечников 12 и передает суммарное перемещение измерительному прибору 5.
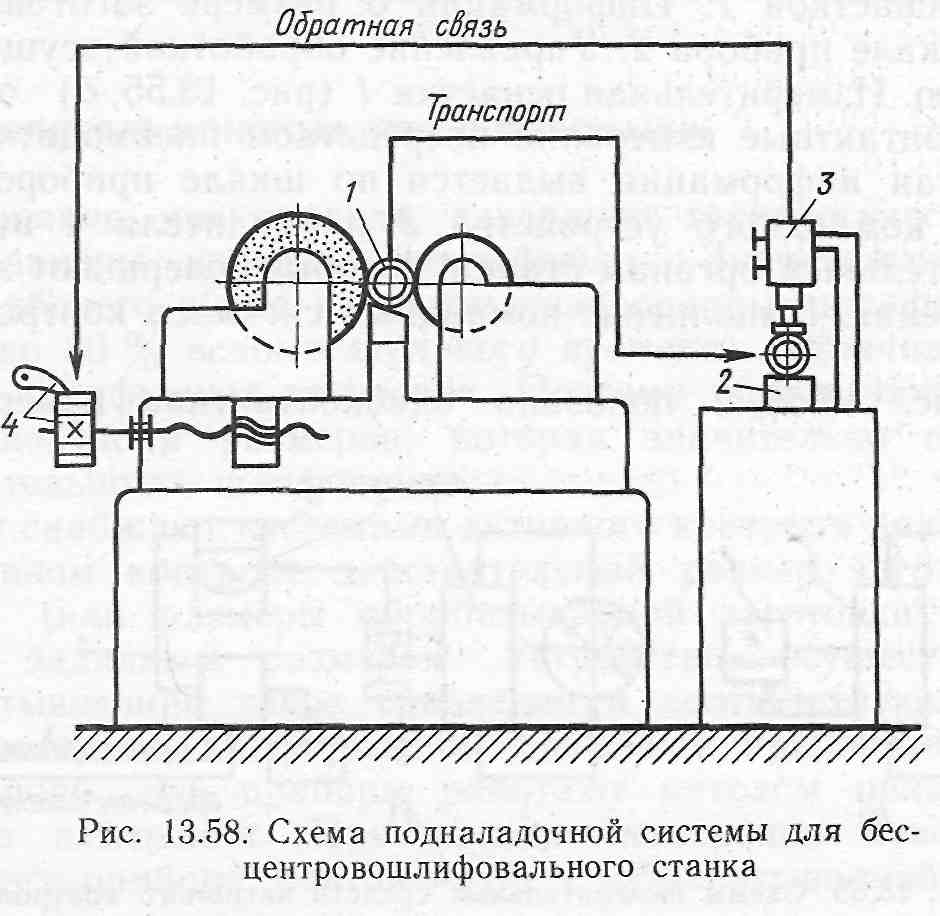
Схема подналадочной системы бесцентрово-шлифовального станка показана на рис 13.58. Деталь /, обработанная на станке, переносится транспортным устройством на позицию 2, где измеряется преобразователем 3. Когда контролируемый размер выходит за пределы установленного поля допуска, преобразователь 3 выдает сигнал — команду на исполнительное устройство 4 (электромагнит с храповым механизмом).
При включении электромагнита храповое колесо поворачивается и перемещает через винтовой механизм шлифовальную бабку на величину, соответствующую наладочному импульсу (1—2 мкм).
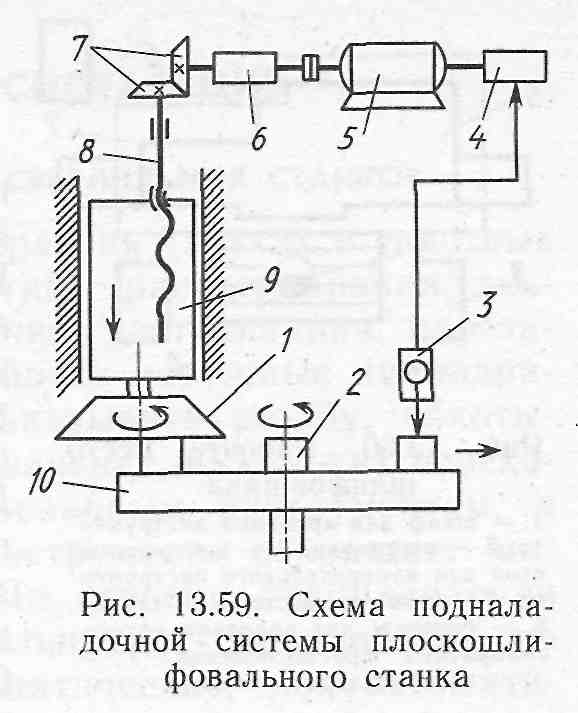
Схема подналадочной системы для двухшпиндельного плоскошлифовального станка показана на рис. 13.59. При вращении круглого стола 10 заготовки 2 подаются под измерительное устройство 3, наконечник которого контактирует с обработанной поверхностью. При износе круга / высота шлифуемых заготовок возрастает.
Когда размер заготовок становится равным подналадочному размеру, устройство 3 срабатывает и выдает сигнал (команду на подналадку), который поступает в усилитель 4 и далее в пускатель, включающий электродвигатель 5, от которого через редуктор 6, коническую передачу 7 и винт 8 перемещение передается шлифовальной бабке 9. Последняя совершает малые подналадочные перемещения.
Для контроля и измерения обработанных поверхностей применяются различные универсальные контрольно-измерительные средства: штангенциркули, микрометры, скобы, калибры и т. д.
Автор - nastia19071991
- Войдите, чтобы оставлять комментарии