Электрододержатели играют важную роль для процесса ручной электродуговой сварки и резки металлов. От их конструкции во многом зависят качество сварных соединений, производительность труда сварщика, удобство и безопасность в работе.
Конструкция электрододержателей должна удовлетворять следующим требованиям: а) надежное крепление сварочного провода и электрода; б) возможность быстрой установки электрода; в) минимальная масса; г) возможность вести сварку в труднодоступных местах; д) надежная изоляция токоведущих частей и др.
Защемляющий изолированный электрододержатель. От известных данный электрододержатель отличается тем, что все его токоведущие части защищены изоляционным материалом, а крепление электрода более прочное и надежное.
Электрододержатель (рис. 10) имеет цилиндрическую рукоятку 7, которая соединена винтом 5 с муфтой 6. В муфте подвижно установлена втулка 2 с кольцевой канавкой, в которую входят вставки 4. С муфтой 6 резьбой соединен прижим 3, имеющий наклонное отверстие. На втулке 2 винтом 9 закреплена изоляционная головка 1: Втулка и головка также имеют наклонное отверстие, соосное отверстию в прижиме, но несколько меньшего диаметра.
Электрод устанавливается в наклонные отверстия перечисленных деталей. После этого головку с электродом придерживают одной рукой, а другой вращают рукоятку 7 по часовой стрелке, при этом прижим 3 перемещается вправо и закрепляет электрод и головку в целом.
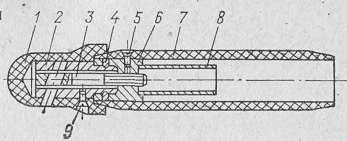
Рис. 10. Изолированный электрододержатель.
Сварочный провод путем обжатия в специальном устройстве неподвижно крепится во втулке 8, припаянной к муфте 6.
Токоведущие части электрододержателя изготавливают из латуни или меди. Это обеспечивает хороший контакт с ними электрода, предотвращает приваривание и позволяет легко удалять огарок.
Рукоятку 8 и головку 1 изготавливают из изоляционного материала и полностью изолируют токоведущие части.
Срок службы такого электрододержателя в 2 раза и более выше промышленного, его внедрение позволило облегчить условия работы и повысить безопасность труда сварщиков.
Губчатый электрододержатель (рис. 11) предназначен для сварки и наплавки металла на повышенных режимах, когда происходит сильный нагрев. Применение промышленных электрододержателей в этих условиях затруднительно, так как они не обеспечивают нормального охлаждения токоведущих частей.
Особенностью губчатого электрододержателя является открытая зажимная контактная часть, обеспечивающая быструю смену электрода и интенсивное охлаждение. Зажимная часть выполнена в виде двух губок 1 с пружинящим кольцом 2. К кольцу припаяна медная трубка 3, служащая для подсоединения сварочного провода и являющаяся рукояткой. На трубку надевается изоляционный кожух 4 из резины или пластмассы. Сварочный провод присоединяется к медной трубке путем опрессовки или пайки.
Для быстрой установки электрода и удаления огарка концы губок отогнуты. Зажимная часть изготавливается из полосовой стальной ленты шириной 30 мм и толщиной 3 мм.
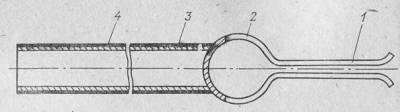
Рис. 11. Губчатый электрододержатель.
Электрододержатель позволяет производить сварку и наплавку на режимах, которые на 30—50% выше, чем при работе с обычными электрододержателями. Он прост по конструкции и может быть изготовлен на любом предприятии.
Автором губчатого электрододержателя является новатор В. С. Шуйский.
Губчатый электрододержатель повышенной точности. Отличительная особенность этого электрододержателя заключается в конструкции его зажимных губок.
С целью повышения надежности крепления электрода (особенно малых размеров) и улучшения электрического контакта губка 1 (рис. 12) имеет продольное углубление 4, выполненное штамповкой, а губка 2 на участке установки электрода заужена на 2/з ее ширины с двух сторон. Такая конструкция губок всегда обеспечивает при любом угловом положении электрода 3 касание его с губками в трех участках 5, 6 и 7.
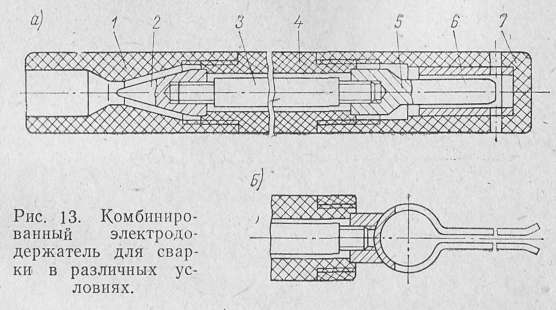
Комбинированный электрододержатель для сварки в различных условиях. Конструкция этого электрододержателя разборная. На текстолитовом корпусе 4 (рис. 13, а) смонтирован с одной стороны узел закрепления токоподводящего провода, а с другой — сменные сварочные головки. Узел для закрепления провода включает в себя зажимную втулку 1 из изоляционного материала и конусный наконечник 2.
Конусные поверхности втулки и наконечника служат для защемления оголенного конца. Защемление осуществляется при вращении втулки по часовой стрелке. Жилы провода в конусном отверстии располагаются веерообразно, что обеспечивает увеличение площади контакта его с токоведущим конусом.
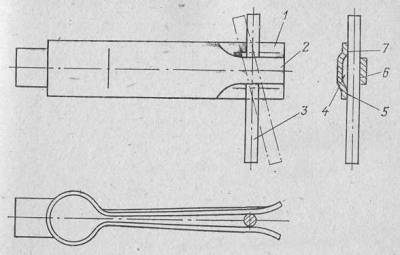
Рис. 12. Губчатый электрододержатель повышенной точности.
Для передачи сварочного тока от конуса к головке служит медный стержень 3, который резьбой сняла и с упором 5 головки. Кроме упора головка имеет токопроводящую втулку 6, установленную неподвижно в текстолитовом стакане 7. В стакане и втулке выполнено отверстие для размещения и зажима электрода. Зажим электрода осуществляется торцом упора 5 при вращении корпуса 4 относительно стакана.
Предложенная конструкция электрододержателя предназначена для работы в труднодоступных местах, однако может быть успешно использована для обычных условий сварки путем замены описанной головки другими, например губчатой головкой (рис. 13, б).
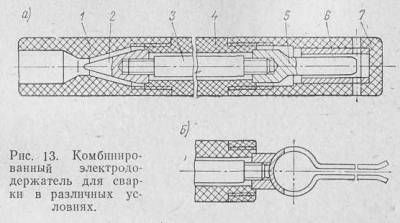
Достоинством комбинированного электрододержателя перед известным является то, что он собирается из простых деталей. Токоведущие детали электрододержателя полностью изолированы и обеспечивают надежный электрический контакт с малым сопротивлением, что уменьшает температуру нагрева и облегчает удаление огарка электрода.
Комбинированный электрододержатель разработан и внедрен новатором М. Э. Васильевым.
Электрододержатель для сварки цветных металлов. Электродуговая сварка цветных металлов сопряжена с определенными трудностями. Для качественной сварки металлическими электродами требуются высокая квалификация сварщика, трудоемкая подготовительная работа и специальное сварочное оборудование. Не каждое предприятие располагает такими возможностями, поэтому во многих случаях применяется сварка при помощи графитовых электродов. Для закрепления этих, электродов используются электрододержатели, отличающиеся от обычных, применяемых для сварки металлическим электродом. Один из таких электрододержателей показан на рис. 14. Корпус 1 держателя изготовлен из двух стальных полос в виде пружинной вилки, на которой закреплены экран 2 и изоляционная ручка 3. На губках вилки с внутренней стороны имеются медные накладки 5, между которыми устанавливается графитовый электрод 6. Сварочный провод крепится к корпусу при помощи винта 4.
В связи с выделением большого количества тепла и разбрызгиванием металла в процессе сварки корпус имеет несколько удлиненную форму, что вместе с защитным экраном создает нормальные условия работы.
Держатель не представляет сложности в изготовлении на любом предприятии.
Электрододержатели для воздушно-дуговой резки. Воздушно-дуговая резка металлов применяется в тех случаях, когда невозможно использовать газокислородную резку, например, при резке чугуна, нержавеющих сталей, цветных металлов и других материалов. Резка осуществляется графитовым электродом с подачей в зону дуги струи сжатого воздуха давлением 4 - 5 кгс/см2 от промышленной магистрали. Для закрепления электродов применяются различные конструкции электрод одержателей.
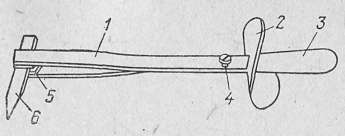
Рис. 14. Электрододержатель для сварки цветных металлов.
Рычажно-пружинный электрододержатель (рис. 15) нашел широкое применение на Ижорском заводе им. А. А. Жданова. В изоляционной рукоятке 5 расположен трубчатый токовод, на одном конце которого имеются штуцер 6 и узел 7 для крепления сварочного провода. На другом конце токовода смонтирован рычажный узел для закрепления графитового электрода, состоящий из рычага 9 с подвижной губкой 10, неподвижной губки 1, закрепленной на конце токовода, и пружины 8. Подвижная и неподвижная губки соединены шарниром 2. Выступающая из рукоятки часть токовода закрыта теплостойкой изоляцией 3. Рукоятка 4 соединена с вентилем для регулировки подачи сжатого воздуха.
Электрододержатель, показанный на рис. 16, создан на базе промышленного электрододержателя для сварки путем его модернизации.
На существующем тоководе 1 установлена медная трубка 2 со штуцером 3. Штуцер может быть припаян к тоководу, или закреплен другим способом. Для установки трубки используется имеющаяся на тоководе канавка. Свободный конец трубки направляется параллельно устанавливаемому электроду.
Переделка промышленного электрододержателя не требует больших затрат времени и средств. Достаточно снять изоляторы, в двух местах фрезой диаметром 3 мм сфрезеровать две перемычки, установить и закрепить трубку со штуцером. Кроме этого, круглым напильником необходимо выпилить две радиусные канавки на контактных губках.
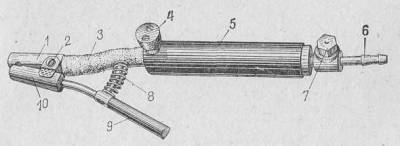
Рис. 15. Рычажно-пружинный электрододержатель для воздушно-дуговой резки.
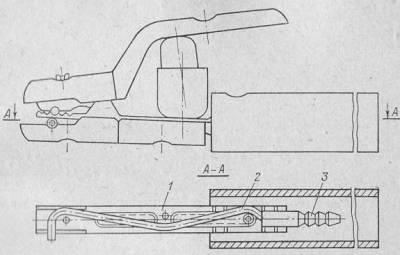
Рис. 16. Модернизированный промышленный электрододержатель для воздушно-дуговой резки.
Электрододержатель разработан в Ленинградском проектно-технологическом бюро Главленавтотранса и внедрен на заводе ПТО им. С. М. Кирова и других предприятиях.
Электровоздушный строгач. В сварочной лаборатории треста «Союзпромбуммонтаж» разработан электровоздушный строгач, отличительными особенностями которого являются кольцевая подача сжатого воздуха и цанговый зажим угольного электрода (рис. 17).
К трубке 5 слева припаян корпус 17 головки строгача, справа — втулка 6. Сверху трубки 5 намотан асбестовый шнур 18. В головке смонтирован цанговый зажим, состоящий из цанги 4, нажимной гайки 2 и изоляционной рукоятки 1, прикрепленной к гайке винтами 3. В нижней части головки установлен наконечник 15 из асбоцемента, закрытый кожухом 14 с двумя винтами 16.
К торцу втулки 6 припаян штуцер 9, на который надет шланг 10 с размещенным в нем токоведущим проводом 11. На втулке винтами 7 закреплена изоляционпая рукоятка 8. На свободном конце шланга установлен штуцер 13 с клеммой 12.
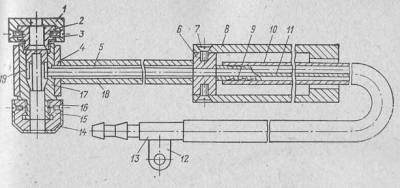
Рис. 17. Электровоздушный строгач.
В цанговом зажиме можно закреплять угольные электроды диаметром 6, 8 и 10 мм, при этом между угольным электродом и внутренней поверхностью отверстия корпуса образуется кольцевой зазор 19. время горения дуги через этот зазор в зону резки поступает под давлением кольцевая струя сжатого воздуха, который подается по шлангу 10.
Преимуществами электровоздушного строгача перед другими являются: а) небольшая масса; б) интенсивное охлаждение головки, что увеличивает срок службы строгача и дает возможность работать на повышенных режимах; в) равномерное сгорание угольного электрода и работа при любом наклоне головки в процессе обработки; г) исключение забрызгивания контактных частей головки каплями расплавленного металла.
Электровоздушный строгач работает при токе до 500 А и давлении воздуха 4—6 кгс/см2.
Автор - svarka
Конструкция электрододержателей должна удовлетворять следующим требованиям: а) надежное крепление сварочного провода и электрода; б) возможность быстрой установки электрода; в) минимальная масса; г) возможность вести сварку в труднодоступных местах; д) надежная изоляция токоведущих частей и др.
Защемляющий изолированный электрододержатель. От известных данный электрододержатель отличается тем, что все его токоведущие части защищены изоляционным материалом, а крепление электрода более прочное и надежное.
Электрододержатель (рис. 10) имеет цилиндрическую рукоятку 7, которая соединена винтом 5 с муфтой 6. В муфте подвижно установлена втулка 2 с кольцевой канавкой, в которую входят вставки 4. С муфтой 6 резьбой соединен прижим 3, имеющий наклонное отверстие. На втулке 2 винтом 9 закреплена изоляционная головка 1: Втулка и головка также имеют наклонное отверстие, соосное отверстию в прижиме, но несколько меньшего диаметра.
Электрод устанавливается в наклонные отверстия перечисленных деталей. После этого головку с электродом придерживают одной рукой, а другой вращают рукоятку 7 по часовой стрелке, при этом прижим 3 перемещается вправо и закрепляет электрод и головку в целом.
Рис. 10. Изолированный электрододержатель.
Сварочный провод путем обжатия в специальном устройстве неподвижно крепится во втулке 8, припаянной к муфте 6.
Токоведущие части электрододержателя изготавливают из латуни или меди. Это обеспечивает хороший контакт с ними электрода, предотвращает приваривание и позволяет легко удалять огарок.
Рукоятку 8 и головку 1 изготавливают из изоляционного материала и полностью изолируют токоведущие части.
Срок службы такого электрододержателя в 2 раза и более выше промышленного, его внедрение позволило облегчить условия работы и повысить безопасность труда сварщиков.
Губчатый электрододержатель (рис. 11) предназначен для сварки и наплавки металла на повышенных режимах, когда происходит сильный нагрев. Применение промышленных электрододержателей в этих условиях затруднительно, так как они не обеспечивают нормального охлаждения токоведущих частей.
Особенностью губчатого электрододержателя является открытая зажимная контактная часть, обеспечивающая быструю смену электрода и интенсивное охлаждение. Зажимная часть выполнена в виде двух губок 1 с пружинящим кольцом 2. К кольцу припаяна медная трубка 3, служащая для подсоединения сварочного провода и являющаяся рукояткой. На трубку надевается изоляционный кожух 4 из резины или пластмассы. Сварочный провод присоединяется к медной трубке путем опрессовки или пайки.
Для быстрой установки электрода и удаления огарка концы губок отогнуты. Зажимная часть изготавливается из полосовой стальной ленты шириной 30 мм и толщиной 3 мм.

Рис. 11. Губчатый электрододержатель.
Электрододержатель позволяет производить сварку и наплавку на режимах, которые на 30—50% выше, чем при работе с обычными электрододержателями. Он прост по конструкции и может быть изготовлен на любом предприятии.
Автором губчатого электрододержателя является новатор В. С. Шуйский.
Губчатый электрододержатель повышенной точности. Отличительная особенность этого электрододержателя заключается в конструкции его зажимных губок.
С целью повышения надежности крепления электрода (особенно малых размеров) и улучшения электрического контакта губка 1 (рис. 12) имеет продольное углубление 4, выполненное штамповкой, а губка 2 на участке установки электрода заужена на 2/з ее ширины с двух сторон. Такая конструкция губок всегда обеспечивает при любом угловом положении электрода 3 касание его с губками в трех участках 5, 6 и 7.
Комбинированный электрододержатель для сварки в различных условиях. Конструкция этого электрододержателя разборная. На текстолитовом корпусе 4 (рис. 13, а) смонтирован с одной стороны узел закрепления токоподводящего провода, а с другой — сменные сварочные головки. Узел для закрепления провода включает в себя зажимную втулку 1 из изоляционного материала и конусный наконечник 2.
Конусные поверхности втулки и наконечника служат для защемления оголенного конца. Защемление осуществляется при вращении втулки по часовой стрелке. Жилы провода в конусном отверстии располагаются веерообразно, что обеспечивает увеличение площади контакта его с токоведущим конусом.
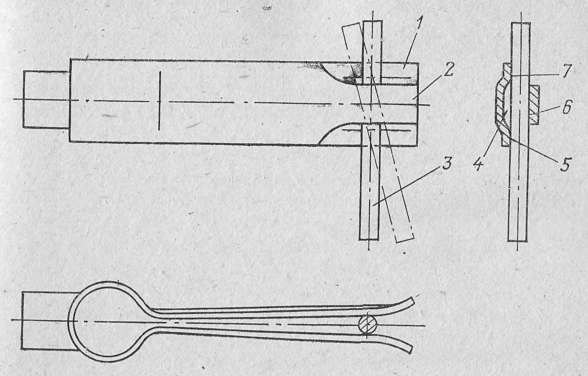
Рис. 12. Губчатый электрододержатель повышенной точности.
Для передачи сварочного тока от конуса к головке служит медный стержень 3, который резьбой сняла и с упором 5 головки. Кроме упора головка имеет токопроводящую втулку 6, установленную неподвижно в текстолитовом стакане 7. В стакане и втулке выполнено отверстие для размещения и зажима электрода. Зажим электрода осуществляется торцом упора 5 при вращении корпуса 4 относительно стакана.
Предложенная конструкция электрододержателя предназначена для работы в труднодоступных местах, однако может быть успешно использована для обычных условий сварки путем замены описанной головки другими, например губчатой головкой (рис. 13, б).
Достоинством комбинированного электрододержателя перед известным является то, что он собирается из простых деталей. Токоведущие детали электрододержателя полностью изолированы и обеспечивают надежный электрический контакт с малым сопротивлением, что уменьшает температуру нагрева и облегчает удаление огарка электрода.
Комбинированный электрододержатель разработан и внедрен новатором М. Э. Васильевым.
Электрододержатель для сварки цветных металлов. Электродуговая сварка цветных металлов сопряжена с определенными трудностями. Для качественной сварки металлическими электродами требуются высокая квалификация сварщика, трудоемкая подготовительная работа и специальное сварочное оборудование. Не каждое предприятие располагает такими возможностями, поэтому во многих случаях применяется сварка при помощи графитовых электродов. Для закрепления этих, электродов используются электрододержатели, отличающиеся от обычных, применяемых для сварки металлическим электродом. Один из таких электрододержателей показан на рис. 14. Корпус 1 держателя изготовлен из двух стальных полос в виде пружинной вилки, на которой закреплены экран 2 и изоляционная ручка 3. На губках вилки с внутренней стороны имеются медные накладки 5, между которыми устанавливается графитовый электрод 6. Сварочный провод крепится к корпусу при помощи винта 4.
В связи с выделением большого количества тепла и разбрызгиванием металла в процессе сварки корпус имеет несколько удлиненную форму, что вместе с защитным экраном создает нормальные условия работы.
Держатель не представляет сложности в изготовлении на любом предприятии.
Электрододержатели для воздушно-дуговой резки. Воздушно-дуговая резка металлов применяется в тех случаях, когда невозможно использовать газокислородную резку, например, при резке чугуна, нержавеющих сталей, цветных металлов и других материалов. Резка осуществляется графитовым электродом с подачей в зону дуги струи сжатого воздуха давлением 4 - 5 кгс/см2 от промышленной магистрали. Для закрепления электродов применяются различные конструкции электрод одержателей.
Рис. 14. Электрододержатель для сварки цветных металлов.
Рычажно-пружинный электрододержатель (рис. 15) нашел широкое применение на Ижорском заводе им. А. А. Жданова. В изоляционной рукоятке 5 расположен трубчатый токовод, на одном конце которого имеются штуцер 6 и узел 7 для крепления сварочного провода. На другом конце токовода смонтирован рычажный узел для закрепления графитового электрода, состоящий из рычага 9 с подвижной губкой 10, неподвижной губки 1, закрепленной на конце токовода, и пружины 8. Подвижная и неподвижная губки соединены шарниром 2. Выступающая из рукоятки часть токовода закрыта теплостойкой изоляцией 3. Рукоятка 4 соединена с вентилем для регулировки подачи сжатого воздуха.
Электрододержатель, показанный на рис. 16, создан на базе промышленного электрододержателя для сварки путем его модернизации.
На существующем тоководе 1 установлена медная трубка 2 со штуцером 3. Штуцер может быть припаян к тоководу, или закреплен другим способом. Для установки трубки используется имеющаяся на тоководе канавка. Свободный конец трубки направляется параллельно устанавливаемому электроду.
Переделка промышленного электрододержателя не требует больших затрат времени и средств. Достаточно снять изоляторы, в двух местах фрезой диаметром 3 мм сфрезеровать две перемычки, установить и закрепить трубку со штуцером. Кроме этого, круглым напильником необходимо выпилить две радиусные канавки на контактных губках.

Рис. 15. Рычажно-пружинный электрододержатель для воздушно-дуговой резки.
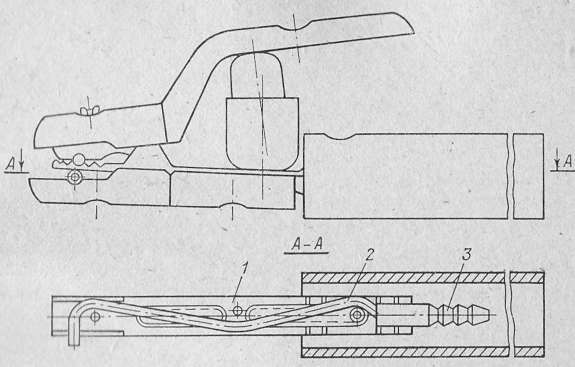
Рис. 16. Модернизированный промышленный электрододержатель для воздушно-дуговой резки.
Электрододержатель разработан в Ленинградском проектно-технологическом бюро Главленавтотранса и внедрен на заводе ПТО им. С. М. Кирова и других предприятиях.
Электровоздушный строгач. В сварочной лаборатории треста «Союзпромбуммонтаж» разработан электровоздушный строгач, отличительными особенностями которого являются кольцевая подача сжатого воздуха и цанговый зажим угольного электрода (рис. 17).
К трубке 5 слева припаян корпус 17 головки строгача, справа — втулка 6. Сверху трубки 5 намотан асбестовый шнур 18. В головке смонтирован цанговый зажим, состоящий из цанги 4, нажимной гайки 2 и изоляционной рукоятки 1, прикрепленной к гайке винтами 3. В нижней части головки установлен наконечник 15 из асбоцемента, закрытый кожухом 14 с двумя винтами 16.
К торцу втулки 6 припаян штуцер 9, на который надет шланг 10 с размещенным в нем токоведущим проводом 11. На втулке винтами 7 закреплена изоляционпая рукоятка 8. На свободном конце шланга установлен штуцер 13 с клеммой 12.

Рис. 17. Электровоздушный строгач.
В цанговом зажиме можно закреплять угольные электроды диаметром 6, 8 и 10 мм, при этом между угольным электродом и внутренней поверхностью отверстия корпуса образуется кольцевой зазор 19. время горения дуги через этот зазор в зону резки поступает под давлением кольцевая струя сжатого воздуха, который подается по шлангу 10.
Преимуществами электровоздушного строгача перед другими являются: а) небольшая масса; б) интенсивное охлаждение головки, что увеличивает срок службы строгача и дает возможность работать на повышенных режимах; в) равномерное сгорание угольного электрода и работа при любом наклоне головки в процессе обработки; г) исключение забрызгивания контактных частей головки каплями расплавленного металла.
Электровоздушный строгач работает при токе до 500 А и давлении воздуха 4—6 кгс/см2.
Автор - svarka
- Войдите, чтобы оставлять комментарии