Фреза концевая.
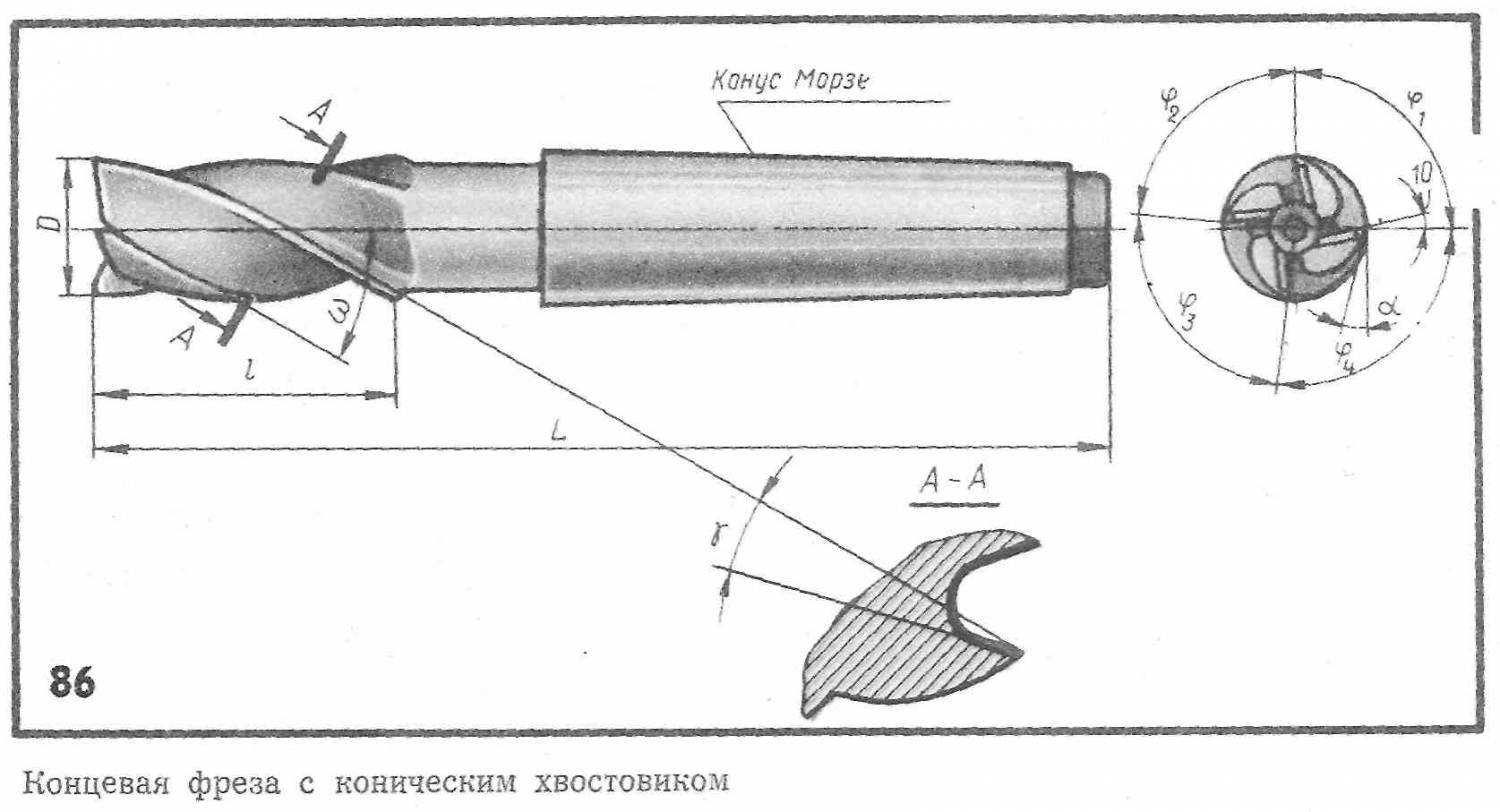
Уступы и пазы могут быть обработаны концевыми фрезами на вертикально- и горизонтально-фрезерных станках. Концевые фрезы (8237 — 57) предназначены для обработки плоскостей, уступов и пазов. Их изготовляют с цилиндрическим и коническим хвостовиком (рис. 86).Концевые фрезы изготовляют с нормальными и крупными зубьями. Фрезы концевые с нормальными зубьями применяют при получистовой и чистовой обработке уступов и пазов. Фрезы концевые с крупными зубьями используют для черновой обработки.
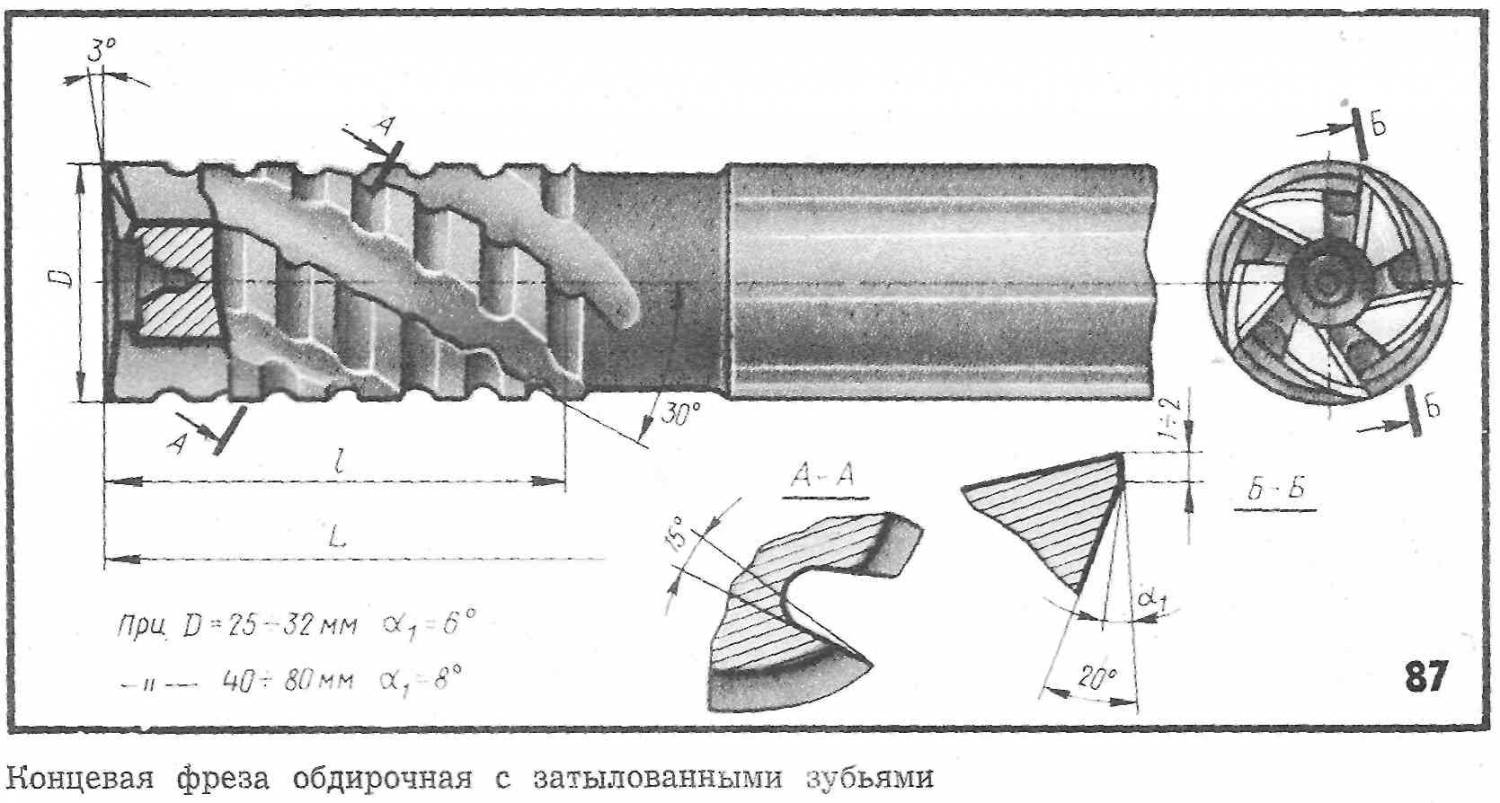
Концевые фрезы обдирочные с затылованными зубьями по ГОСТ 4675 — 71 (рис. 87) предназначены для черновой обработки заготовок, полученных литьем, свободной ковкой и т. д.
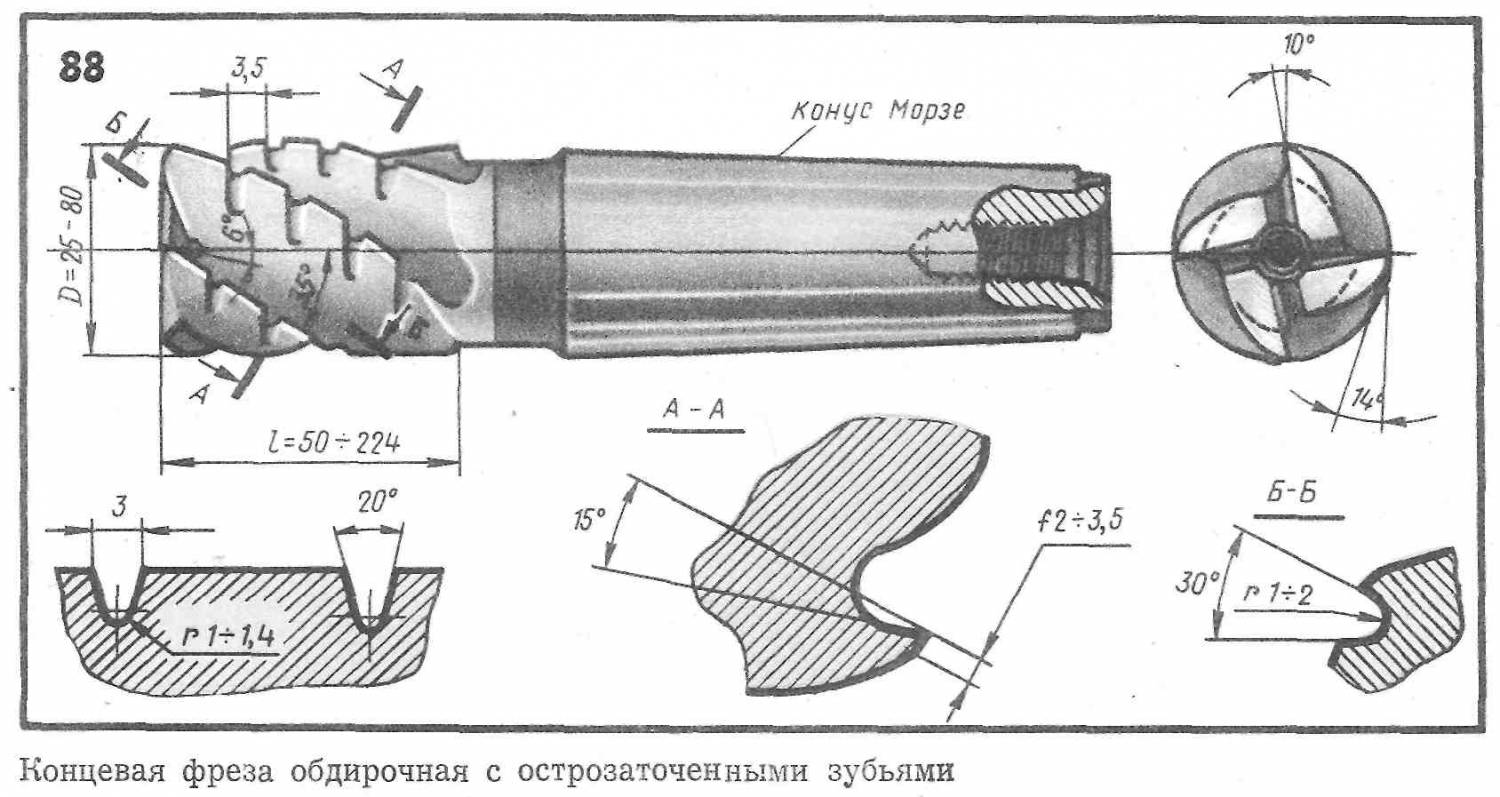
На рис. 88 показана новая конструкция обдирочной концевой фрезы. Зубья этой фрезы острозаточенные, а не затылованные, и с неравномерным окружным шагом. Такие фрезы обладают большей виброустойчивостью, повышенной стойкостью, более высокой (на60 — 70%) производительностью по сравнению со стандартными фрезами.
Концевые твердосплавные фрезы (ГОСТ 8720 — 69) изготовляют двух типов: оснащенные коронками твердых сплавов для диаметров 10—20 мм и винтовыми пластинками (для диаметров 16 — 50 мм). На рис. 89 показана концевая фреза со сменными твердосплавными пластинками, переставляемыми без съема фрезы со станка. Такие фрезы имеют диаметр 40, 50 и 63 мм.
В настоящее время инструментальные заводы выпускают цельные твердосплавные концевые фрезы диаметром 3—10 мм (рис. 90, а) и концевые фрезы с цельной твердосплавной рабочей частью, впаянной в стальной конический хвостовик. Диаметр фрез 14-18 мм, число зубьев 3 (рис. 90, б). Применение твердосплавных концевых фрез особенно эффективно при обработке пазов и уступов в заготовках из закаленных и труднообрабатываемых сталей.
Точность пазов по ширине при обработке их мерным инструментом, каким являются дисковые и концевые фрезы, в значительной степени зависит от точности применяемых фрез, а также от точности, жесткости фрезерных станков и от биения фрезы после закрепления в шпинделе. Недостаток мерного инструмента — потеря его номинального размера при износе и после переточек. У концевых фрез после первой же пероточки по цилиндрической поверхности искажается размер по диаметру, и они оказываются
непригодными для получения точных размеров паза по ширине.
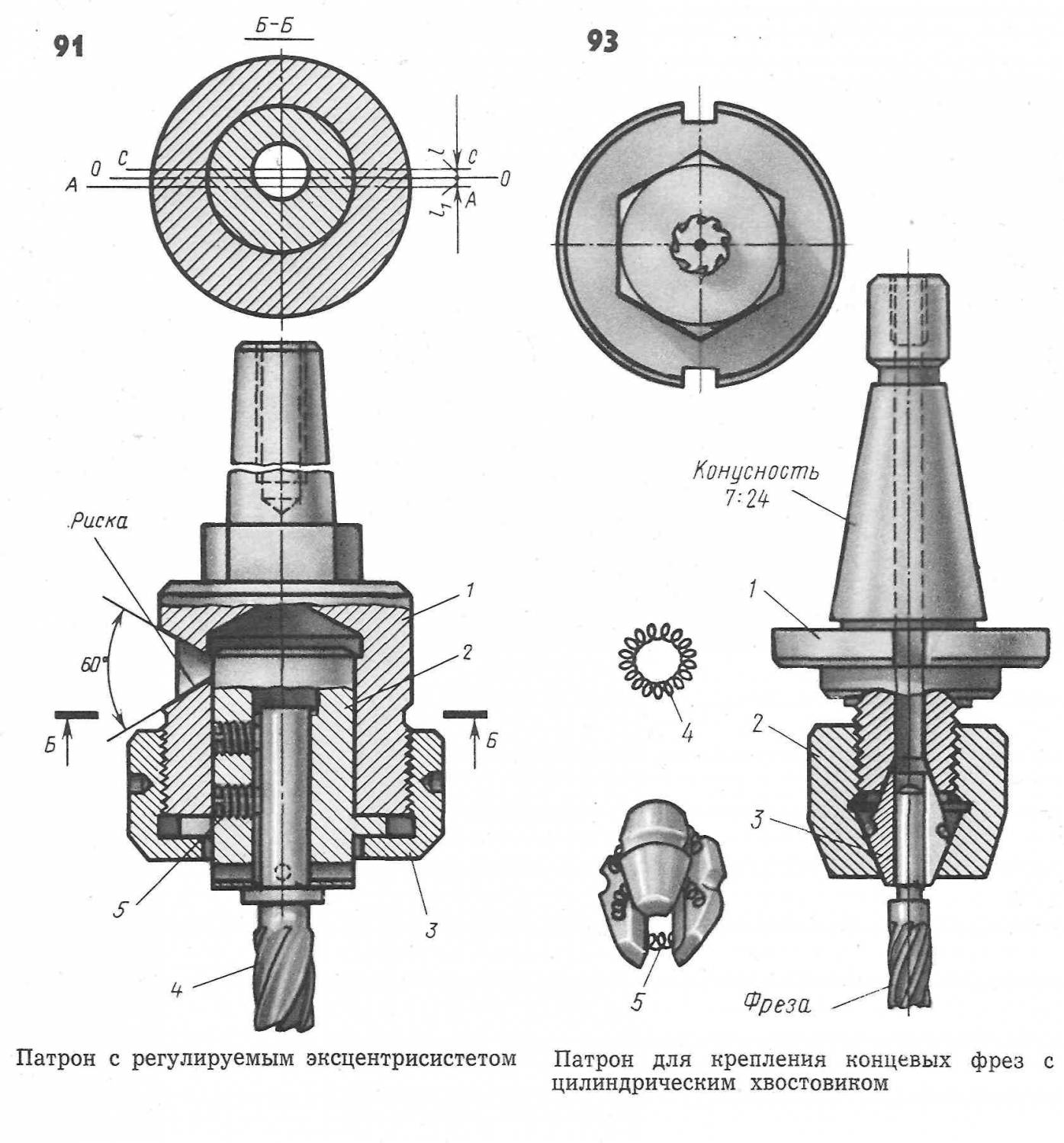
Получение точного размера по ширине паза можно достичь путем его обработки за два прохода: черновой и чистовой. При чистовой обработке фреза будет лишь калибровать паз по ширине, сохраняя в течение длительного периода времени свой размер. В последнее время появились патроны для закрепления концевых фрез, позволяющие устанавливать фрезу с регулируемым эксцентриситетом, т. е. с регулируемым биением. Это позволяет путем регулирования эксцентриситета получать точные по ширине пазы концевой фрезой, потерявшей размер после переточки.
На рис. 91 показан такой патрон. Он состоит из корпуса 1, втулки 2 и колпачковой гайки 3. Регулировка ширины паза достигается путем поворота втулки 2 эксцентрично закрепленной по отношению к оси вращения фрезы 4. Фреза ко втулке крепится винтами 5. Путем поворота втулки можно смещать ось фрезы относительно оси ее вращения. На втулке патрона нанесены деления, показывающие величину смещения в сотых долях миллиметра. Диаметр фрезы концевой выбирается на 0,1-0,15 мм меньше номинальной ширины паза.
Наладка и настройка станка на фрезерование уступов и пазов концевыми фрезами
Закрепление фрез.
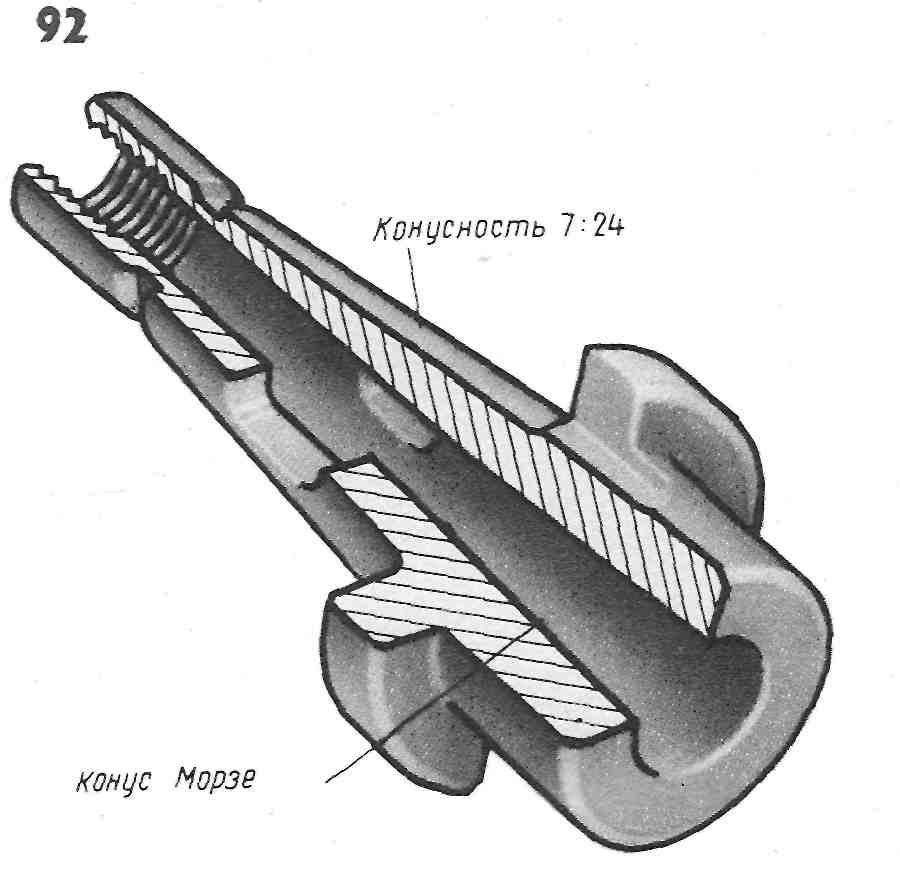
У концевых фрез с коническим хвостовиком хвостовики по размеру меньше, чем коническое гнездо шпинделя станка, поэтому для их закрепления в шпинделе используют переходные втулки (рис. 92). Наружный конус такой втулки соответствует конусу гнезда шпинделя станка, а внутренний конус — коническому хвостовику фрезы. Концевую фрезу вставляют хвостовиком в коническое отверстие втулки. Переходную втулку вместе с фрезой устанавливают в шпиндель и затягивают шомполом.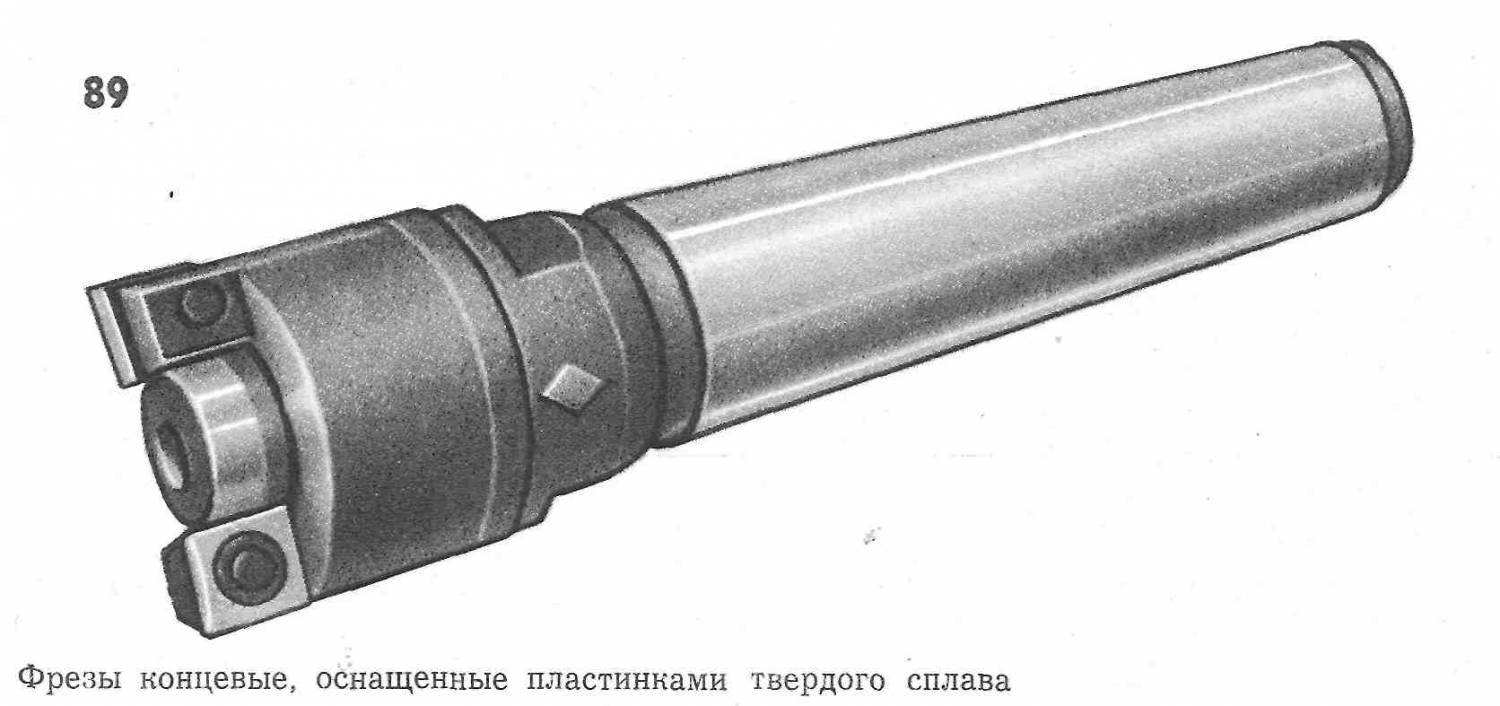
Переходная конусная втулка
Концевые фрезы с цилиндрическим хвостовиком закрепляют при помощи патрона (рис. 93). Он состоит из корпуса 1, устанавливаемого в шпинделе станка и затягиваемого с помощью шомпола, трех кулачков 3 и гайки 2. Кулачки стягиваются кольцевой пружиной 4, расходятся от усилия шести пружин 5, располагающихся между кулачками. Фрезу вставляют хвостовиком в цилиндрическое отверстие разжимных кулачков патрона и закрепляют гайкой 2, расположенной на переднем конце патрона и охватывающей заплечиками разжимную втулку 3. Патрон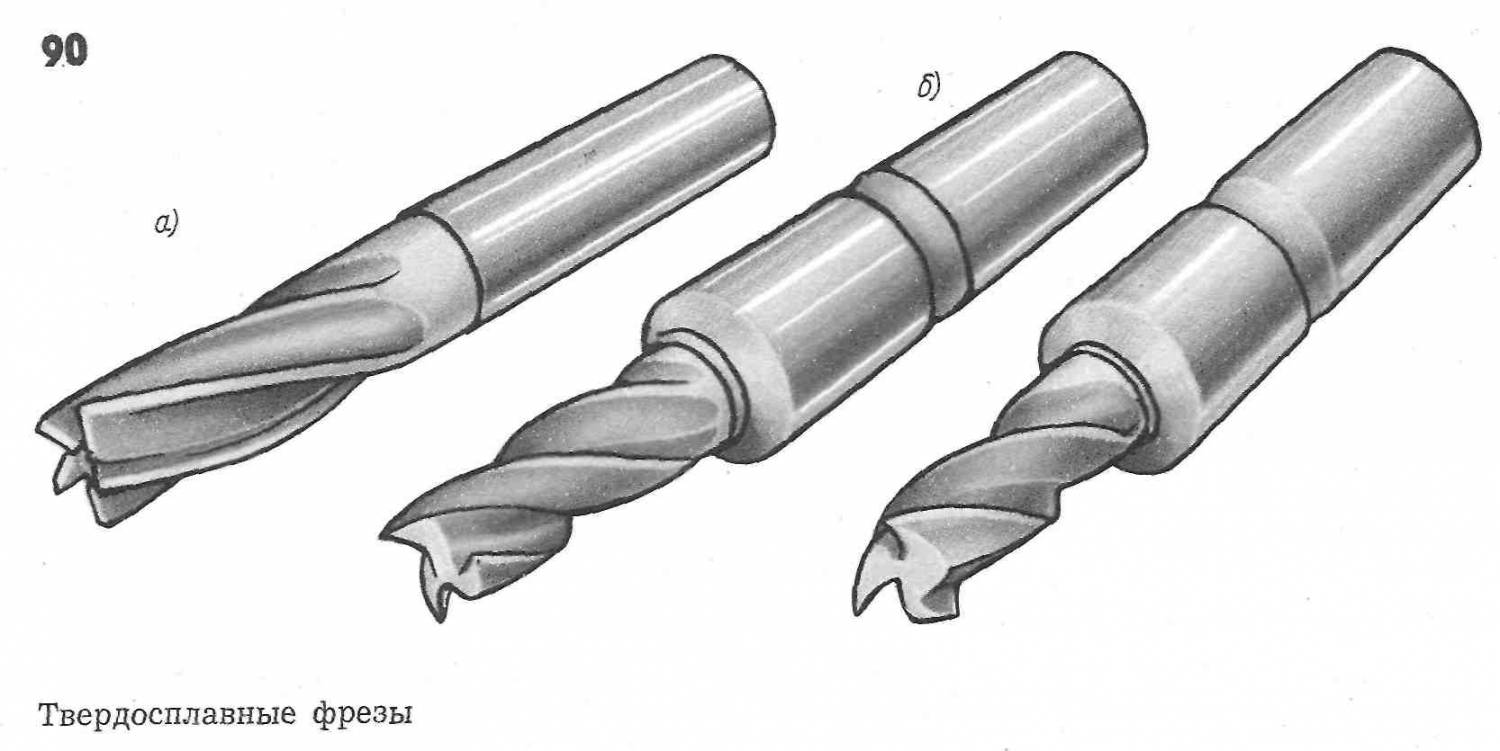
вместе с фрезой концевой устанавливают в шпиндель вертикально-фрезерного или горизонтально-фрезерного станка и закрепляют шомполом. Съем фрезы производится после отвертывания гайки 2.
Применяют универсальные патроны, предназначенные для закрепления концевых фрез как с цилиндрическим, так и с коническим хвостовиком диаметром до 50 мм.
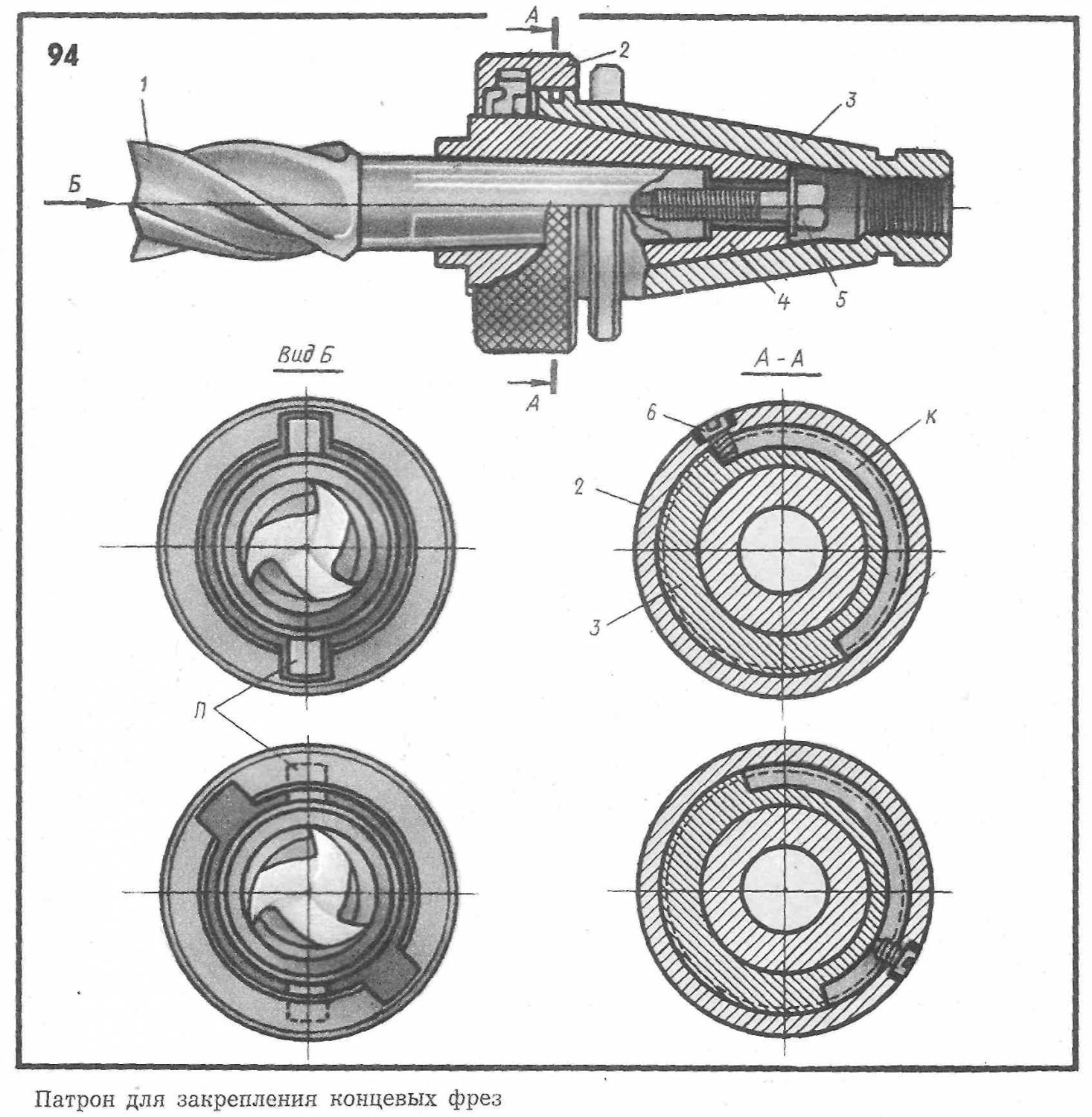
На рис. 94 показан патрон для закрепления концевых фрез с коническим хвостовиком. В корпус 3, закрепленный с помощью шомпола (штревеля) в шпинделе станка, вставляют сменную переходную втулку 4 с закрепленной в ней винтом 5 фрезой 1. Втулка имеет пояски П, которые при установке втулки проходят через отверстия в гайке 2, навернутой на корпус, и входят в пазы, имеющиеся на торце корпуса патрона. Положение гайки 2 фиксируется винтом 6, рабочий конец в этот момент упирается в торцовую стенку канавки К, имеющейся в корпусе. Сменная втулка закрепляется в корпусе поворотом гайки 2 или накидным ключом. После закрепления гайки 2 она принимает положение, показанное на рис. 94. Патрон снабжается сменными переходными втулками, соответствующими конусам Морзе № 2, 3, 4, 5.
Концевые фрезы с цилиндрическим хвостовиком можно закреплять с помощью цангового патрона (рис. 95). Патрон с одной стороны имеет
конический хвостовик, которым устанавливается в шпинделе станка и затягивается шомполом (штревелем), а с другой стороны — коническую выточку. В эту выточку входит цанга 1, представляющая собой коническую разрезную втулку с отверстием по размеру закрепляемой фрезы концевой. На корпус патрона навертывается гайка 2. При навертывании гайка будет сжимать цангу, закрепляя тем самым установленную в цанге фрезу концевую.
В крупносерийном и массовом производстве применяют быстродействующие зажимные патроны.
При обработке пазов концевой фрезой стружку необходимо отводить вверх по винтовой канавке фрезы, чтобы она не портила обработанной поверхности и не вызывала поломки зуба фрезы. Это возможно лишь в том случае, когда направление винтовой канавки совпадает с направлением вращения фрезы, т. е. при их одноименном направлении (табл. 6). Однако осевая составляющая силы резания Рх при этом будет направлена вниз и стремиться вытолкнуть фрезу из гнезда шпинделя. Поэтому при обработке пазов крепление фрезы концевой приходится выполнять более надежно, чем при обработке концевой фрезой открытой плоскости. Направление вращения фрезы концевой и винтовой канавки, как и в случае обработки торцовыми и цилиндрическими фрезами, должно быть разноименным, так как в этом случае осевая составляющая сила резания будет направлена в сторону гнезда шпинделя и стремиться затянуть оправку с фрезой в шпиндель (табл. 6).

Автор - nastia19071991
- Войдите, чтобы оставлять комментарии