Газовый резак УРШ-66 разработан и внедрен новатором Г. Г. Шеффером.
Отличительной особенностью резака УРШ-66 является раздельная подача горючего газа, режущего и подогревающего кислорода и размещение смесительной камеры и инжектора в головке резака. Кроме того, внутренний канал инжектора выполнен конусным с уменьшенным на выходе отверстием. Конструкция резака экономична и исключает возможность обратных ударов пламени (воспламенение горючей смеси в каналах резака).
’ Через рукоятку 1 резака (рис. 61) пропущены трубка подачи кислорода 3 и трубка подачи горючего газа 13. Трубки впаяны в корпус распределительного узла 12. Подача горючего газа включается вентилем 2. По трубке 11 газ попадает в смесительную камеру головки 8. Кислород поступает в камеру распределительного узла 12 и оттуда при открытом вентиле 4 по трубке 10 через инжектор попадает в смесительную камеру. Этот кислород, смешиваясь с горючим газом, проходит через наружный мундштук 9 и образует подогревающее пламя.
При открывании вентиля 5 кислород начинает поступать через трубку 6, головку 8 и внутренний мундштук в зону реза, образуя режущую струю. В резаке возможны замена, регулировка и прочистка инжектора, которые осуществляются через отверстие в головке, закрытое винтом 7.
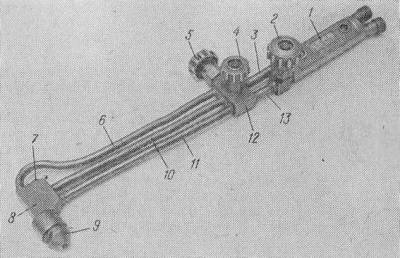
Рис. 61. Газовый резак УРИР66.
Резак позволяет производить резку стальных листов толщиной от 5 до 450 мм и может работать на ацетилене и его заменителях. Всасывание и смешивание газов в головке, раздельный подвод горючего газа и подогревающего кислорода к головке, применение инжектора с плавно сужающимся отверстием позволяют сократить расход газа на 15—20% и повысить производительность резки на 28%.
Конструкция резака компактна и технологична. Масса резака 1,0 кг.
Газовый резак с автоматическим клапаном разработан новаторами В. В. Пановым и Л. В. Корнильевым. Резак обеспечивает экономию горючего газа в процессе резки. Кроме того, резак оснащен мембранными уплотнениями запорных газовых вентилей и имеет облегченную конструкцию.
Головка резака принципиально не отличается от головки резака УРШ-66. Однако с целью уменьшения массы трубка подогревающего кислорода резака расположена в трубке для подачи горючего газа.
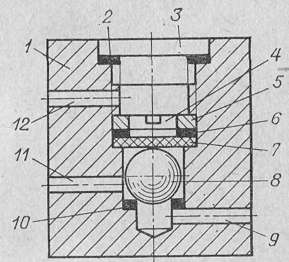
Рис. 62. Автоматический клапан к газовому резаку.
Автоматический клапан подачи горючего газа (рис. 62) состоит из корпуса 1, заглушки 3, гайки 5, прокладок 2 и 6, мембраны 7, шарика 8 и седла 10. В корпусе выполнены три канала. Канал 12 соединен с полостью трубки подачи режущего кислорода. Каналами 9 и 11 соединяются части трубки подачи горючего газа.
Работа клапана состоит в следующем. При закрытом вентиле режущего кислорода (в режиме предварительного подогрева) горючий газ, поступая в канал 9, поднимает запорный шарик и поступает в канал 11 с необходимым для подогревающего пламени расходом. После разогрева металла до требуемой температуры открывают вентиль режущего кислорода, который одновременно поступает в канал 12 и через отверстие 4 воздействует на мембрану 7 и прижимает шарик к седлу. Так как в седле имеется канавка, то горючий газ продолжает поступать в канал 11, однако в уменьшенном примерно в 2 раза объеме. Размер канавки выбирается таким, чтобы поступающего горючего газа было достаточно для поддержания процесса резки.
Конструкция газового вентиля с мембранным уплотнением показана на рис. 63. Особенностью конструкции является то, что газовая полость изолирована от резьбового соединения маховика 11 мембраной 7, установленной в гнезде корпуса 1 и прижатой резьбовым кольцом 9 через уплотнительное кольцо 8. В газовой полости между мембраной и седлом 5 расположен шарик 2, поджатый снизу пружиной 4. При повороте маховика 11 по часовой стрелке цилиндрический хвостовик его через мембрану прижимает шарик к седлу, который и перекрывает газовый канал. При повороте маховика против часовой стрелки торец цилиндрического хвостовика отходит от диафрагмы. Пружина поднимает шарик и освобождает отверстие в седле, при этом газ поступает из канала 3 в канал 6 и далее в зону резки. Стопорный винт 10 определяет крайнее верхнее положение маховика. В вентиле, который применяется в трубопроводе для режущего кислорода, пружина 4 может, отсутствовать, так как давление кислорода достаточно для поднятия шарика.
В табл. 3 приведены результаты сравнительных ис-
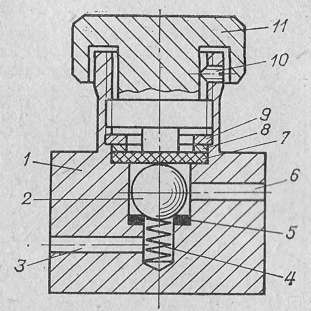
Рис. 63. Газовый вентиль с мембранным уплотнением.
пытаний описываемого резака и резака «Пламя-62» при резке листов из малоуглеродистой стали марки Ст. 3 толщиной 5, 12, 40 и 70 мм. Резка осуществлялась при помощи газорезательного полуавтомата типа «Радуга» с максимальной подогревающей способностью пламени.
Анализ результатов испытаний показывает, что газовый резак новой конструкции обеспечивает снижение расхода ацетилена в среднем на 47% практически без снижения скорости резки. Примененные в нем вентили показали надежную работу в течение длительного времени эксплуатации.
Техническая характеристика
Рабочее давление кислорода, кгс/см2 .... 3—7 Рабочее давление ацетилена, кгс/см2 .... 0,07—0,5
Толщина разрезаемого металла, мм.....3—200
Расход ацетилена при подогреве, м3/ч .... 0,5—0,8
Расход ацетилена при резке, м3/ч......0,3—0,6
Масса резака, кг . . ...........-. 0,82
Регулируемый резак (рис. 64), разработанный и внедренный новаторами М. Э. Васильевым и В. С. Шумским, позволяет повысить производительность при резке.
Известно, что резка тонколистового металла обычными ручными резаками сопряжена со значительными трудностями, связанными с необходимостью настройки и поддержания требуемой температуры нагрева в зоне резки. При использовании резаков, имеющих головки с двумя параллельными выходными каналами, температура нагрева регулируется наклоном оси выходных каналов к плоскостям реза. При наклоне резака удлиняется длина режущей кислородной струи, что снижает производительность качества резки. Кроме того, такой способ требует высокой квалификации и большого напряжения в процессе работы.
Регулируемый резак создан на базе промышленной газосварочной горелки типа «Малютка» и имеет преимущества перед существующими. В корпусе 5 упомянутой горелки сбоку впаяна камера 12, соединенная с каналом для подачи кислорода. В камеру встроен двухпозиционный вентиль 14. К камере 12 при помощи накидной гайки 11 присоединен наконечник 10 с мундштуком 9. Наконечник 7 с мундштуком 8, который присоединен к корпусу гайкой 6, служит для получения подогревающего пламени. Конструкция резака позволяет изменять расстояние между подогревающим и режущим каналами мундштуков. Это достигается поворотом наконечников 7 и 10 при слегка ослабленных гайках 6 и
11. Расстояние между мундштуками выбирается в обратной зависимости от толщины разрезаемого металла: чем тоньше металл, тем больше расстояние между мундштуками. Для установки необходимого расстояния могут быть использованы простейшие шаблоны.
Таблица 3 Результаты сравнительных испытаний газового резака Пламя-62 и резака с автоматическим клапаном
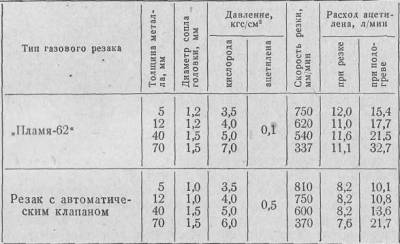
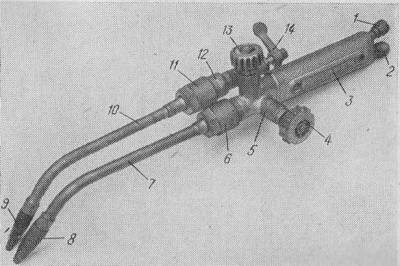
Рис. 64. Регулируемый резак.
Настройка резака осуществляется следующим образом. К трубке 1 подводят кислород, а к трубке 2 — горючий газ. Далее устанавливают требуемое расстояние между мундштуками. После этого открывают вентили 13 и 4, зажигают подогревающее пламя и подводят его к поверхности металла. Затем указательным пальцем руки, держащей рукоятку 3, быстро поворачивают вентиль 14, а пламя перемещают вдоль реза справа налево. Струя режущего кислорода, двигаясь за подогревающим пламенем, режет металл.
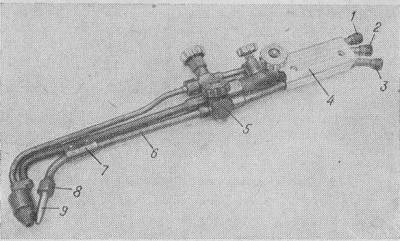
Рис. 65. Резак для кислородно-флюсовой резки.
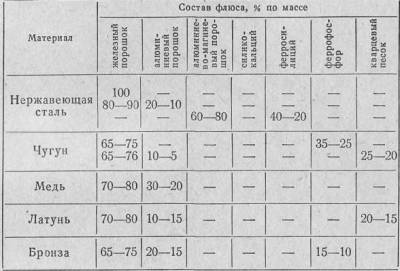
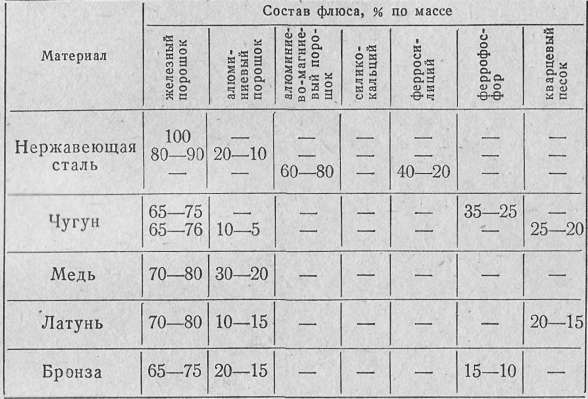
Таблица 4 Рекомендуемые составы порошкообразных флюсов для резки различных материалов
Резак для кислородно-флюсовой резки высоколегированных хромистых, хромоникелевых сталей, чугунов и цветных металлов, разработанный новатором Г. С. Скрипченко, показан на рис. 65. Он выполнен на базе промышленного резака типа «Пламя». В рукоятке 4, кроме имеющихся трубок 1 я 2, вмонтирована трубка 3 с вентилем 5 и трубкой 6. На конце трубки 6 закреплено гайкой 8 сопло 9. Хомутиком 7 трубка 6 прикреплена к наконечнику резака. Трубка 3 соединена шлангом с флюсопитателем.
Достоинством этого резака является простота в изготовлении и надежность в работе.
В табл. 4 приведены некоторые рекомендуемые составы порошкообразных флюсов для резки различных материалов.
Автор - svarka
Отличительной особенностью резака УРШ-66 является раздельная подача горючего газа, режущего и подогревающего кислорода и размещение смесительной камеры и инжектора в головке резака. Кроме того, внутренний канал инжектора выполнен конусным с уменьшенным на выходе отверстием. Конструкция резака экономична и исключает возможность обратных ударов пламени (воспламенение горючей смеси в каналах резака).
’ Через рукоятку 1 резака (рис. 61) пропущены трубка подачи кислорода 3 и трубка подачи горючего газа 13. Трубки впаяны в корпус распределительного узла 12. Подача горючего газа включается вентилем 2. По трубке 11 газ попадает в смесительную камеру головки 8. Кислород поступает в камеру распределительного узла 12 и оттуда при открытом вентиле 4 по трубке 10 через инжектор попадает в смесительную камеру. Этот кислород, смешиваясь с горючим газом, проходит через наружный мундштук 9 и образует подогревающее пламя.
При открывании вентиля 5 кислород начинает поступать через трубку 6, головку 8 и внутренний мундштук в зону реза, образуя режущую струю. В резаке возможны замена, регулировка и прочистка инжектора, которые осуществляются через отверстие в головке, закрытое винтом 7.
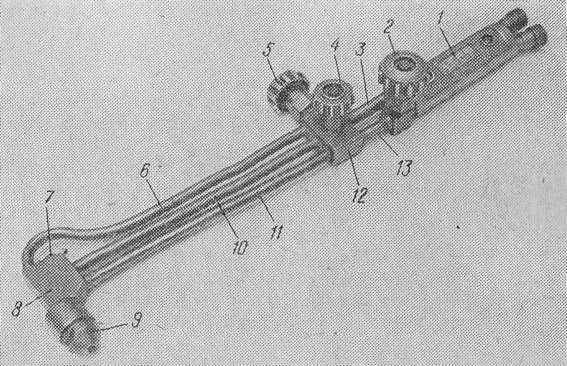
Рис. 61. Газовый резак УРИР66.
Резак позволяет производить резку стальных листов толщиной от 5 до 450 мм и может работать на ацетилене и его заменителях. Всасывание и смешивание газов в головке, раздельный подвод горючего газа и подогревающего кислорода к головке, применение инжектора с плавно сужающимся отверстием позволяют сократить расход газа на 15—20% и повысить производительность резки на 28%.
Конструкция резака компактна и технологична. Масса резака 1,0 кг.
Газовый резак с автоматическим клапаном разработан новаторами В. В. Пановым и Л. В. Корнильевым. Резак обеспечивает экономию горючего газа в процессе резки. Кроме того, резак оснащен мембранными уплотнениями запорных газовых вентилей и имеет облегченную конструкцию.
Головка резака принципиально не отличается от головки резака УРШ-66. Однако с целью уменьшения массы трубка подогревающего кислорода резака расположена в трубке для подачи горючего газа.
Рис. 62. Автоматический клапан к газовому резаку.
Автоматический клапан подачи горючего газа (рис. 62) состоит из корпуса 1, заглушки 3, гайки 5, прокладок 2 и 6, мембраны 7, шарика 8 и седла 10. В корпусе выполнены три канала. Канал 12 соединен с полостью трубки подачи режущего кислорода. Каналами 9 и 11 соединяются части трубки подачи горючего газа.
Работа клапана состоит в следующем. При закрытом вентиле режущего кислорода (в режиме предварительного подогрева) горючий газ, поступая в канал 9, поднимает запорный шарик и поступает в канал 11 с необходимым для подогревающего пламени расходом. После разогрева металла до требуемой температуры открывают вентиль режущего кислорода, который одновременно поступает в канал 12 и через отверстие 4 воздействует на мембрану 7 и прижимает шарик к седлу. Так как в седле имеется канавка, то горючий газ продолжает поступать в канал 11, однако в уменьшенном примерно в 2 раза объеме. Размер канавки выбирается таким, чтобы поступающего горючего газа было достаточно для поддержания процесса резки.
Конструкция газового вентиля с мембранным уплотнением показана на рис. 63. Особенностью конструкции является то, что газовая полость изолирована от резьбового соединения маховика 11 мембраной 7, установленной в гнезде корпуса 1 и прижатой резьбовым кольцом 9 через уплотнительное кольцо 8. В газовой полости между мембраной и седлом 5 расположен шарик 2, поджатый снизу пружиной 4. При повороте маховика 11 по часовой стрелке цилиндрический хвостовик его через мембрану прижимает шарик к седлу, который и перекрывает газовый канал. При повороте маховика против часовой стрелки торец цилиндрического хвостовика отходит от диафрагмы. Пружина поднимает шарик и освобождает отверстие в седле, при этом газ поступает из канала 3 в канал 6 и далее в зону резки. Стопорный винт 10 определяет крайнее верхнее положение маховика. В вентиле, который применяется в трубопроводе для режущего кислорода, пружина 4 может, отсутствовать, так как давление кислорода достаточно для поднятия шарика.
В табл. 3 приведены результаты сравнительных ис-
Рис. 63. Газовый вентиль с мембранным уплотнением.
пытаний описываемого резака и резака «Пламя-62» при резке листов из малоуглеродистой стали марки Ст. 3 толщиной 5, 12, 40 и 70 мм. Резка осуществлялась при помощи газорезательного полуавтомата типа «Радуга» с максимальной подогревающей способностью пламени.
Анализ результатов испытаний показывает, что газовый резак новой конструкции обеспечивает снижение расхода ацетилена в среднем на 47% практически без снижения скорости резки. Примененные в нем вентили показали надежную работу в течение длительного времени эксплуатации.
Техническая характеристика
Рабочее давление кислорода, кгс/см2 .... 3—7 Рабочее давление ацетилена, кгс/см2 .... 0,07—0,5
Толщина разрезаемого металла, мм.....3—200
Расход ацетилена при подогреве, м3/ч .... 0,5—0,8
Расход ацетилена при резке, м3/ч......0,3—0,6
Масса резака, кг . . ...........-. 0,82
Регулируемый резак (рис. 64), разработанный и внедренный новаторами М. Э. Васильевым и В. С. Шумским, позволяет повысить производительность при резке.
Известно, что резка тонколистового металла обычными ручными резаками сопряжена со значительными трудностями, связанными с необходимостью настройки и поддержания требуемой температуры нагрева в зоне резки. При использовании резаков, имеющих головки с двумя параллельными выходными каналами, температура нагрева регулируется наклоном оси выходных каналов к плоскостям реза. При наклоне резака удлиняется длина режущей кислородной струи, что снижает производительность качества резки. Кроме того, такой способ требует высокой квалификации и большого напряжения в процессе работы.
Регулируемый резак создан на базе промышленной газосварочной горелки типа «Малютка» и имеет преимущества перед существующими. В корпусе 5 упомянутой горелки сбоку впаяна камера 12, соединенная с каналом для подачи кислорода. В камеру встроен двухпозиционный вентиль 14. К камере 12 при помощи накидной гайки 11 присоединен наконечник 10 с мундштуком 9. Наконечник 7 с мундштуком 8, который присоединен к корпусу гайкой 6, служит для получения подогревающего пламени. Конструкция резака позволяет изменять расстояние между подогревающим и режущим каналами мундштуков. Это достигается поворотом наконечников 7 и 10 при слегка ослабленных гайках 6 и
11. Расстояние между мундштуками выбирается в обратной зависимости от толщины разрезаемого металла: чем тоньше металл, тем больше расстояние между мундштуками. Для установки необходимого расстояния могут быть использованы простейшие шаблоны.
Таблица 3 Результаты сравнительных испытаний газового резака Пламя-62 и резака с автоматическим клапаном

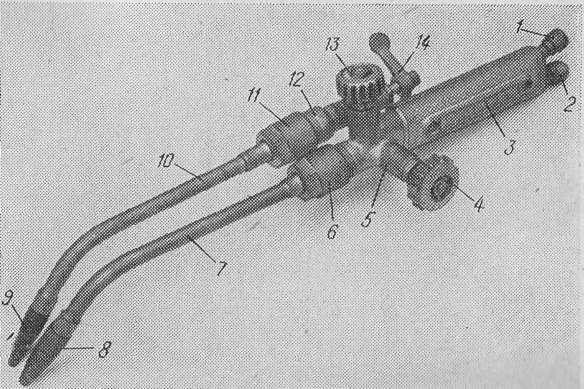
Рис. 64. Регулируемый резак.
Настройка резака осуществляется следующим образом. К трубке 1 подводят кислород, а к трубке 2 — горючий газ. Далее устанавливают требуемое расстояние между мундштуками. После этого открывают вентили 13 и 4, зажигают подогревающее пламя и подводят его к поверхности металла. Затем указательным пальцем руки, держащей рукоятку 3, быстро поворачивают вентиль 14, а пламя перемещают вдоль реза справа налево. Струя режущего кислорода, двигаясь за подогревающим пламенем, режет металл.
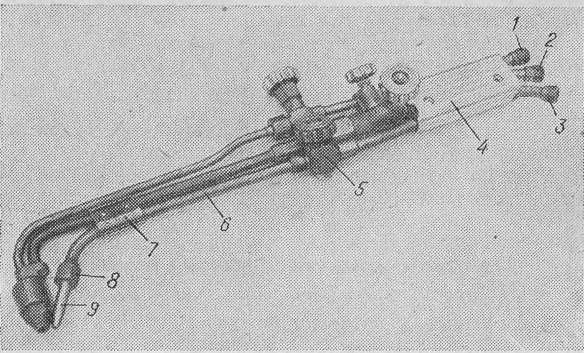
Рис. 65. Резак для кислородно-флюсовой резки.
Таблица 4 Рекомендуемые составы порошкообразных флюсов для резки различных материалов
Резак для кислородно-флюсовой резки высоколегированных хромистых, хромоникелевых сталей, чугунов и цветных металлов, разработанный новатором Г. С. Скрипченко, показан на рис. 65. Он выполнен на базе промышленного резака типа «Пламя». В рукоятке 4, кроме имеющихся трубок 1 я 2, вмонтирована трубка 3 с вентилем 5 и трубкой 6. На конце трубки 6 закреплено гайкой 8 сопло 9. Хомутиком 7 трубка 6 прикреплена к наконечнику резака. Трубка 3 соединена шлангом с флюсопитателем.
Достоинством этого резака является простота в изготовлении и надежность в работе.
В табл. 4 приведены некоторые рекомендуемые составы порошкообразных флюсов для резки различных материалов.
Автор - svarka
- Войдите, чтобы оставлять комментарии