Для осуществления резания необходимо относительное движение между заготовкой и режущим инструментом. Совокупность относительных движений инструмента и заготовки, необходимых для получения заданной поверхности, называют кинематической схемой обработки. Все принципиальные схемы обработки резанием основаны на сочетании двух элементарных движений — вращательного и прямолинейного. Так, например, при токарной обработке вращательное движение заготовки и поступательное движение резца, параллельное оси вращения заготовки, образуют суммарное движение резания по винтовой спирали (рис. 1.1, а).
Прямолинейное поступательное или вращательное движение инструмента или заготовки, происходящее с наибольшей скоростью в процессе резания и определяющее скорость снятия материала срезаемого слоя, называют главным движением резания Dr (ГОСТ 25762—83). Скорость главного движения обозначают буквой и. Прямолинейное поступательное или вращательное движение инструмента или заготовки, скорость которого меньше скорости главного движения резания, предназначенное
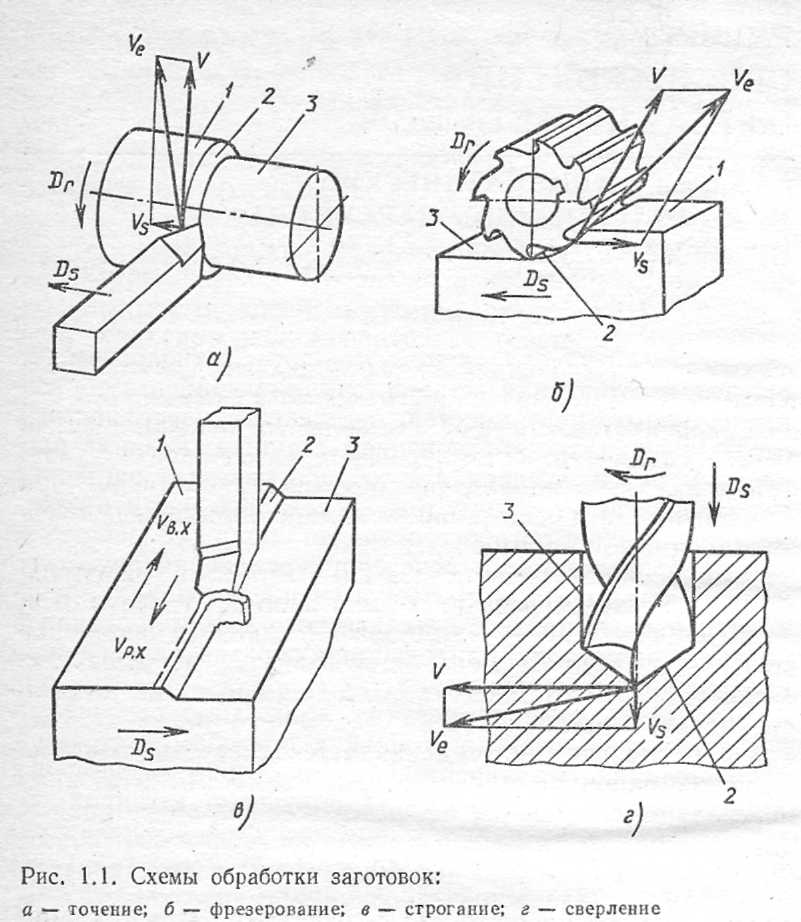
для того, чтобы распространить отделение слоя материала на всю обрабатываемую поверхность, называют движением подачи Ds. Скорость движения подачи обозначают буквой vs. Результирующее движение резания De является суммой векторов двух движений: главного движения резания Dr и движения подачи Ds. У фрезерных станков главным движением является вращательное движение инструмента, а движение подачи сообщается, как правило, заготовке (рис. 1.1, б); у строгальных станков оба движения являются поступательными (рис. 1.1, в); у сверлильных станков оба движения сообщаются инструменту (рис. 1.1, г).
На обрабатываемой заготовке различают три поверх¬ности: обработанную (3), образованную на заготовке в результате обработки; обрабатываемую, подлежащую воздействию в процессе обработки (1); поверхность резания (2), образуемую режущей кромкой инструмента в результирующем движении резания (рис. 1.1, а—в)
Автор - nastia19071991
- Войдите, чтобы оставлять комментарии