СВЕРЛИЛЬНЫЕ СТАНКИ И ИХ ЭКСПЛУАТАЦИЯ
Эти станки предназначены для сверления (глухих и сквозных цилиндрических и конических отверстий), рассверливания, зенкерования, снятия фасок, развертывания, растачивания, нарезания резьбы. Станки позволяют обтачивать наружные цилиндрические и конические поверхности, накатывать резьбу, обкатывать и раскатывать поверхности. Выполнение нескольких переходов за один рабочий ход комбинированным инструментом,, а также быстросменное закрепление инструмента сокращает машинное и вспомогательное время. По степени специализации станки подразделяются на универсальные и специальные; по степени автоматизации — на автоматические, полуавтоматические автоматизированные, с программным управлением, с механической и ручной подачей.
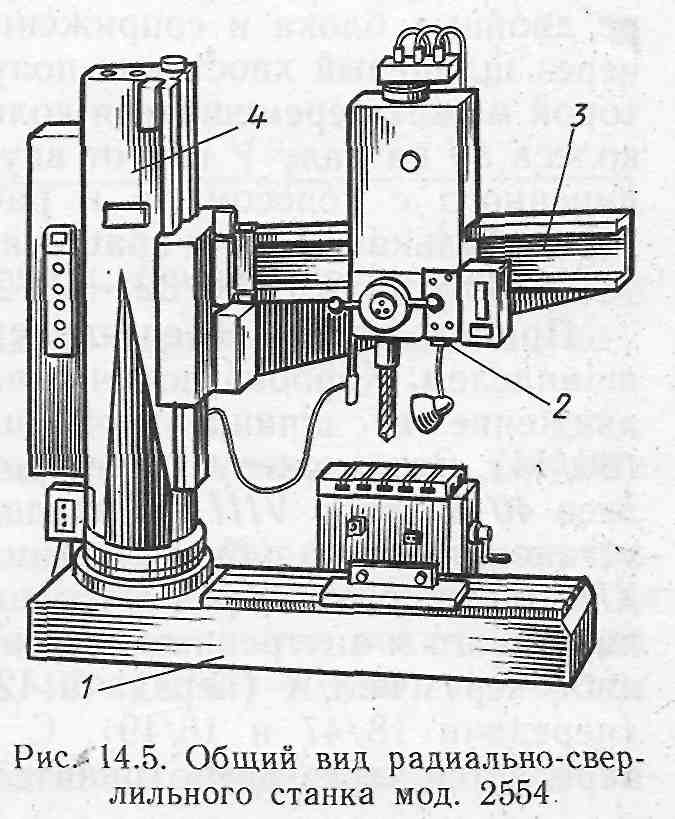
Станки бывают вертикально-сверлильные настольные и колонные, радиально-сверлильные, горизонтально-сверлильные, для глубокого сверления, центровальные, многошпиндельные. Станки выпускают классов точности Н и П. Наиболее распространены вертикально-сверлильные и радиально-сверлильные станки. Основными формообразующими движениями при сверлильных операциях являются вращение (v) и подача (S) шпинделя станка. Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки, с помощью которых устанавливаются необходимые частота вращения и подача инструмента. Вертикально-сверлильные и радиально-сверлильные станки предназначены для сверления отверстий диаметром 18, 25, 35, 50 и 75 мм. Вылет рукава радиально-сверлильных станков 1300— 2000 мм.
14.2. УСТРОЙСТВО ОСНОВНЫХ УЗЛОВ И МЕХАНИЗМОВ
СВЕРЛИЛЬНЫХ СТАНКОВ
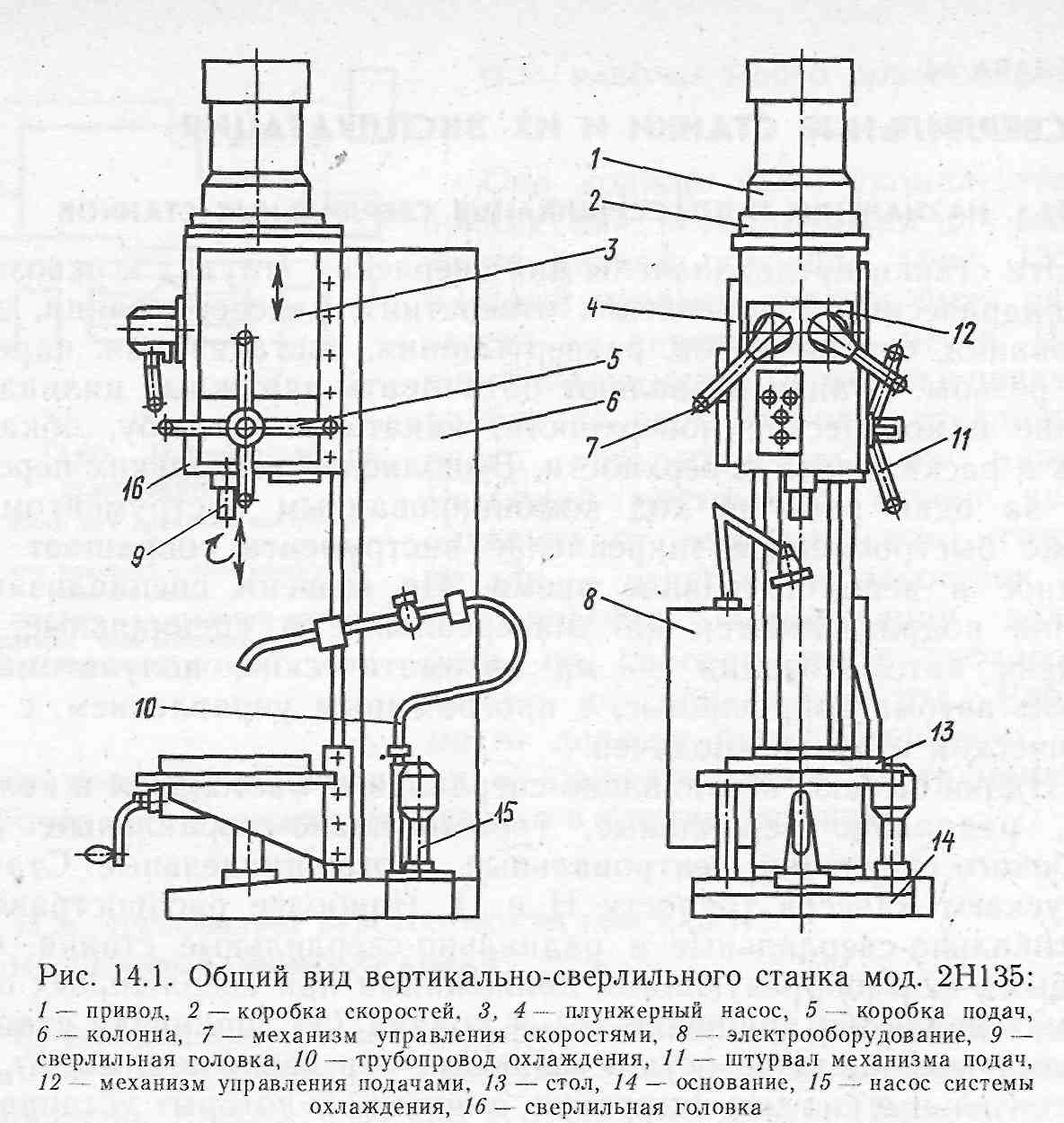
На рис. 14.1 показан общий вид вертикально-сверлильного станка мод 2Н135, предназначенного для использования в единичном, мелко- и среднесерийном производстве.
Техническая характеристика
Наибольший диаметр сверления, мм 35
Частота вращения шпинделя (число ступеней 12), об/мин 31,5—1400
Подача (число ступеней 9), мм/об 0,1 —1,6
Колонна 6 (рис. 14.1) станка — чугунная отливка, имеющая направляющие типа «ласточкин хвост», по которым вручную перемещаются сверлильная головка 16 (со шпинделем 9) и стол 13. Стол станка имеет три Т-образных паза. Колонна крепится к фундаментной плите 14, на которой установлен электронасос 15. Внутри плиты расположен резервуар с отстойником для СОЖ. Коробка 2 скоростей посредством блоков зубчатых колес сообщает шпинделю 9 вращение от электродвигателя / через муфту и зубчатую передачу. Последний вал коробки — гильза — имеет шлицевое отверстие, через которое вращение передается шпинделю. Через зубчатую пару вращение передается на коробку подач. Смазывание коробки осуществляется от плунжерного насоса 3. Блоки зубчатых колес коробки скоростей переключаются рукояткой 7, имеющей четыре положения по окружности и три вдоль оси. При движении рукоятки по окружности переключаются двойные блоки, при движении вдоль оси — тройной блок.
Коробка 5 подач смонтирована в отдельном корпусе и установлена в сверлильной головке. Переключение подач производится рукояткой, расположенной на лицевой стороне сверлильной головки, через рычажную систему, которая перемещает вилки, связанные с блоками Колес.
Механизм 12 управления подачами, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, рукоятки, кулачковых и храповых обгонных муфт, является
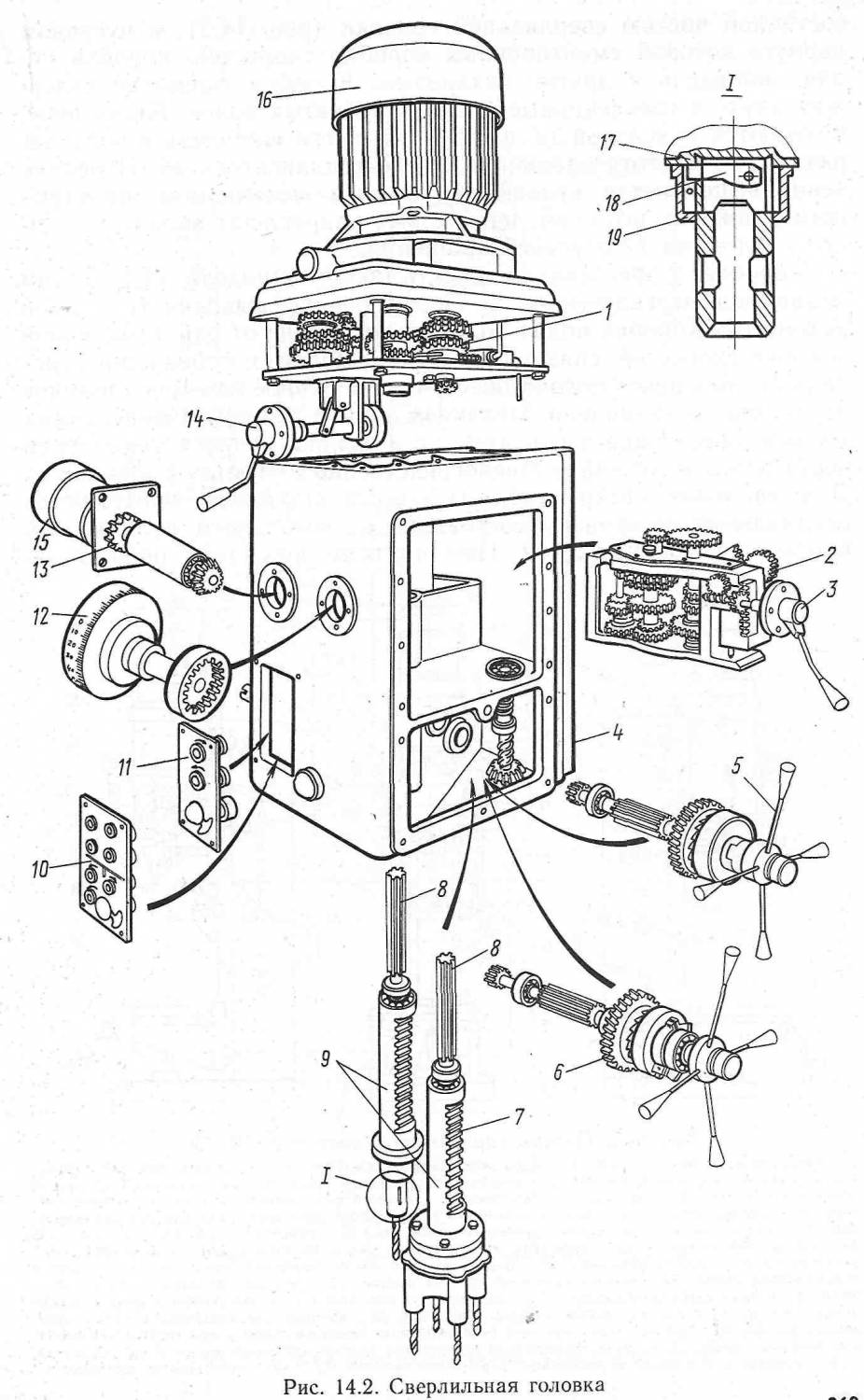
составной частью сверлильной головки (рис. 14.2), в чугунном корпусе которой смонтированы коробка скоростей, коробка г дач, шпиндель и другие механизмы. Коробка скоростей содержит двух- и трехвенцовые блоки / зубчатых колес. Блоки переключаются рукояткой 14, в результате чего шпиндель 9 получает различную частоту вращения от электродвигателя 16. Переключение выполняется кулачково-зубчатым механизмом, передающим движение штангам, на которых закреплены вилки, связанные с блоками 12 ступеней вращения.
Коробка 2 обеспечивает девять подач шпинделя посредством механизма переключения 3. Переключение выполняется одной рукояткой. Коробка подач получает вращение от одного из валов коробки скоростей, связанного со шпинделем, постоянными передачами. Механизм подачи обеспечивает ручное или механическое переключение шпинделя. Механизм 5 или 6 подачи универсальных станков обеспечивает передачу от маховика ручного управления через реечную передачу 7 непосредственно на гильзу 8 шпинделя. Для удаления инструмента из конуса шпинделя используется специальный механизм, состоящий из выбивного кулачка 18. обоймы 17 и кожуха 19. При подъеме шпинделя обойма задерживается нижней стенкой корпуса сверлильной головки, а шпиндель, перемещаясь вверх, увлекает за собой кулачок, который закреплен в нем шарнирно. Другой конец кулачка упирается в остановившуюся обойму. Кулачок поворачивается и выдавливает инструмент из конуса шпинделя.
Глубина обработки устанавливается с помощью механизма 12, приводимого во вращение зубчатой парой и имеющего диск с кулачками для установки глубины сверления и автоматического выключения реверсом, а также лимб для визуального отсчета. Ускоренное перемещение шпинделя осуществляется механизмом 13 с электроприводом 15. Управление станком осуществляется кнопочной станцией 11 (для универсального станка) :••: 10 (для автоматизированного станка).
Шпиндель смонтирован на двух шарикоподшипниках в гильзе. Осевое усилие подачи воспринимается нижним упорным подшипником, вес шпинделя — верхним. Подшипники регулируют гайкой.
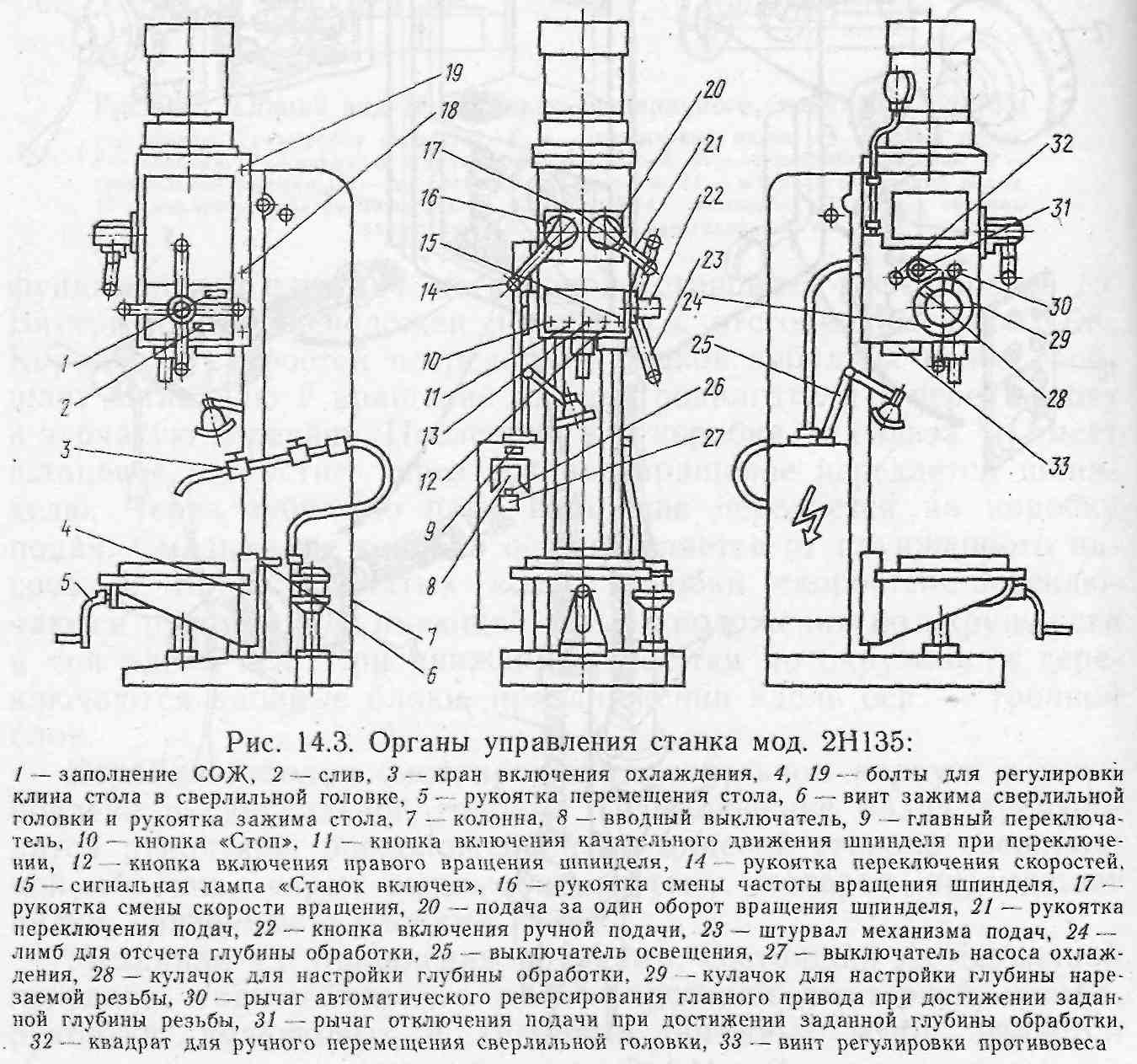
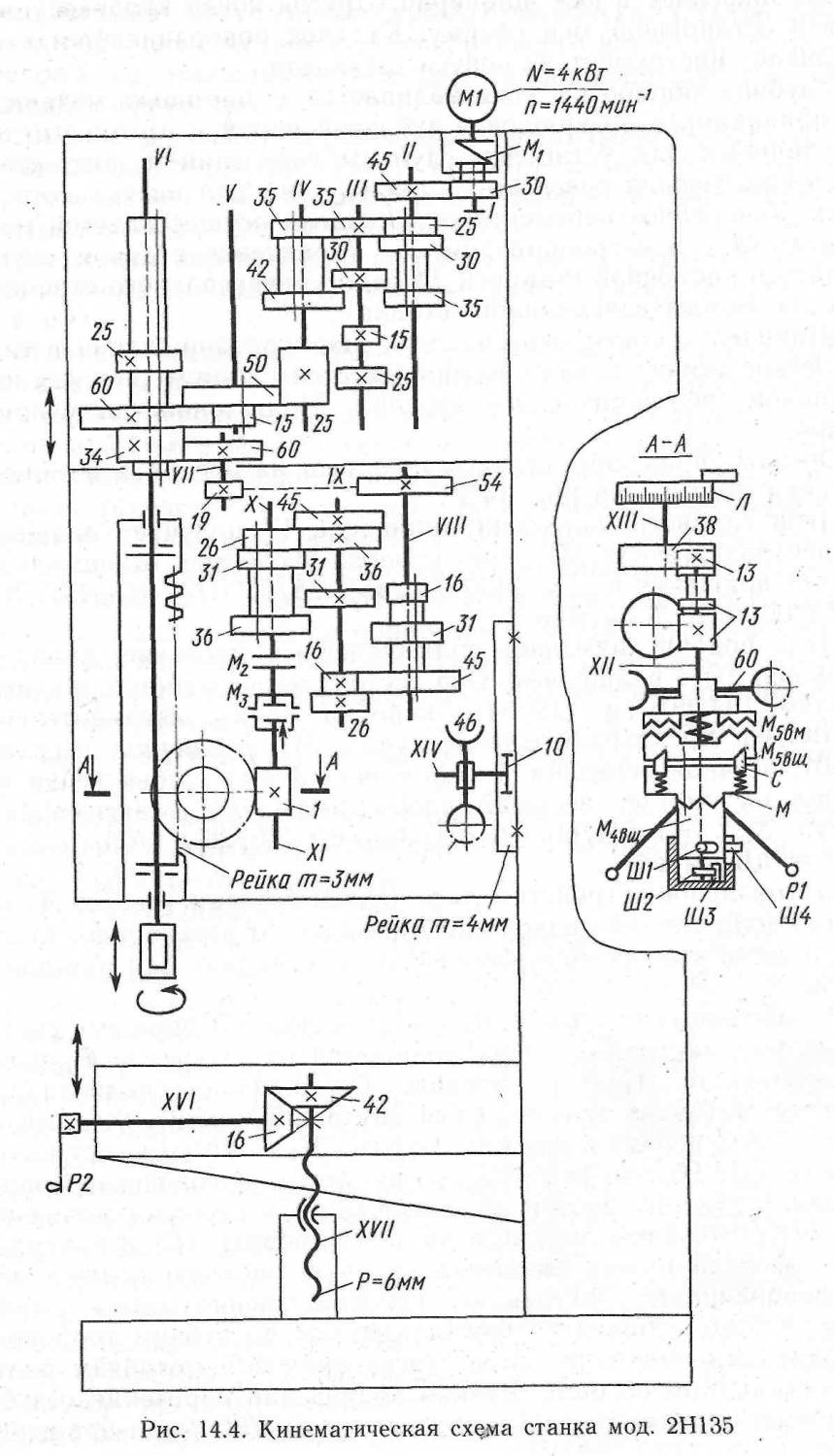
Органы управления станком показаны на рис. 14.3, а кинематическая схема — на рис. 14.4.
Цепь главного движения: шпиндель VI получает вращение от электродвигателя Ml через коробку скоростей. Минимальная частота вращения nmin = 1450*(30/45)*(25/25)*(15/42)*(25/50) X X (15/60) = 31,5 об/мин.
Цепь подачи связывает прямолинейное движение шпинделя вдоль оси с его вращением. Она состоит из постоянных зубчатых передач (34/60) и (19/54); коробки подач, соединительной муфты М2; предохранительной муфты М3, червячной передачи (1/60); реечной передачи (рейка с т — 3 мм). Зубья рейки нарезаны на гильзе, несущей опоры шпинделя. Максимальная подача Smax = 1 *(34/60) *(19/54) *(45/16) *(36/26) • (1 /60) *п*3 X X 13 =1,6 мм/об.
Штурвальное устройство сверлильной головки (разрез А—А) обеспечивает ручной подвод инструмента к заготовке и его отвод, включение и выключение рабочей подачи, подачу для нарезания резьбы.
Из центровых полумуфт М4 и М5 с валом XII шлицами связана ведомая часть М4вм Она вращается от штурвала Р\ через ведущую часть М4вш при подводе. По окончании подвода для врезания требуется значительный крутящий момент, который не может быть передан зубьями муфты М4, сжатыми пружиной на валу XII. Полумуфта М4вш отжимается, преодолевая сопротивление пружины: муфта М5 включается и передает вращение валу XII от червячного колеса 60 через собачки (С) и полумуфту М4вш. Если нужно включить вручную рабочую подачу, вал XII поворачивают штурвалом непосредственно через штифт Ш1; при этом собачки С проскальзывают по зубьям торцового храповика на полумуфте М5ВШ (этот храповой механизм является механизмом обгона). Ручная подача для нарезания резьбы включается нажимом колпачка со штифтом Ш3; тогда вращение от штурвала передается через штифты Ш4, ШЗ, Ш2: Лимб, связанный с валом XII передачей (13/38) с внутренним зацеплением, позволяет вести отсчет глубины обработки, а также настраивать положение кулачка, реверсирующего шпиндель, и положение кулачка, отключающего подачу на заданной глубине (отключающего муфту Ms).
Механизм ручного перемещения сверлильной головки состоит из червячной передачи (1/46), реечного колеса 10 на валу XIV и рейки (т = 4 мм), привернутой к колонне. Колесо 10, перекатываясь по рейке, перемещает головку.
Механизм перемещения стола состоит из рукоятки Р2, конической передачи (16/42), передачи винт — гайка (с шагом Р = = 6 мм).
Наладка станка на обычную работу с механической подачей шпинделя состоит в установке стола и сверлильной головки в положения, необходимые для работы, и их зажиме на направляющих колонны, а также в установке необходимой частоты вращения и подачи шпинделя. При наладке на работу с выключением подачи шпинделя на заданной глубине нужно: установить инструмент в шпинделе; закрепить заготовку; опустить шпиндель до упора инструмента в заготовку; установить лимб сверлильной головки так, чтобы против указателя находилась цифра, соответствующая глубине обработки с учетом угла заточки инструмента. Кулачок с буквой Я закрепляют так, чтобы его риска совпадала с соответствующей риской на лимбе. При обработке, когда достигается заданная глубина, подача шпинделя прекращается, но он будет вращаться до момента нажатия на кнопку «Стоп».
Наладка станка на нарезание резьбы с реверсом шпинделя на определенной глубине: устанавливают патрон с метчиком в
шпиндель, а заготовку на столе; опускают шпиндель до упора инструмента в заготовку; устанавливают лимб на сверлильной головке для соответствующей глубины обработки; совмещают риски кулачка Р с соответствующей риской на лимбе и закрепляют кулачок; включают шпиндель и вручную вводят метчик в отверстие; через 2—3 оборота метчика включают механическую подачу. При достижении заданной глубины шпиндель автоматически реверсируется и метчик выходит из отверстия. Для правого вращения шпинделя включают нужную кнопку.
Автор - nastia19071991
- Войдите, чтобы оставлять комментарии