На фрезерных станках в зависимости от масштаба изготовления деталей применяют различные универсальные и специальные приспособления. В условиях единичного и мелкосерийного производства используют пневматические и гидравлические зажимные устройства с приставными унифицированными приводами, когда силовой агрегат используют в качестве универсального привода, от которого могут работать различные приспособления. Используют также приспособления с ручным зажимом. Быстродействующие зажимные устройства сокращают вспомогательное время на установку и закрепление об¬рабатываемых деталей. Комплексная обработка заготовок обеспечивается
заготовок обеспечивается применением многоместных приспособлений и комбинированных инструментов (наборов фрез, фасонных фрез на общей оправке и др.).
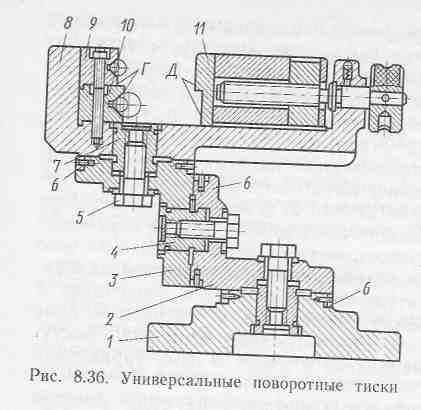
Универсальные поворотные тиски 1 со сменными губками 9, 10, 11 (рис. 8.36) обеспечивают расположение обрабатываемых заготовок в трех взаимно перпендикулярных плоскостях под уг-
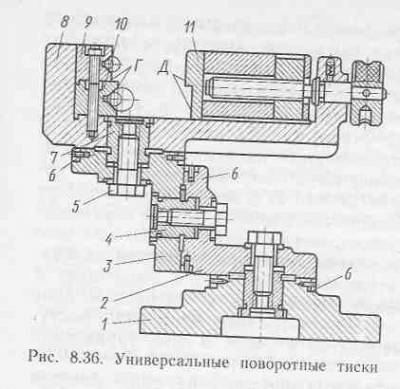
лом ±20 °. Круглые валики закрепляют в зависимости от размеров обрабатываемой заготовки. После поворота угольников 2 и 3, а также корпуса 8 на заданный (по лимбам 6) угол поворотные части закрепляют винтами 5 и резьбовыми втулками 4 и 7. Тиски используют для углового фрезерования и шлифования различных деталей. Для точного углового фрезерования и шлифования применяют синусные тиски.
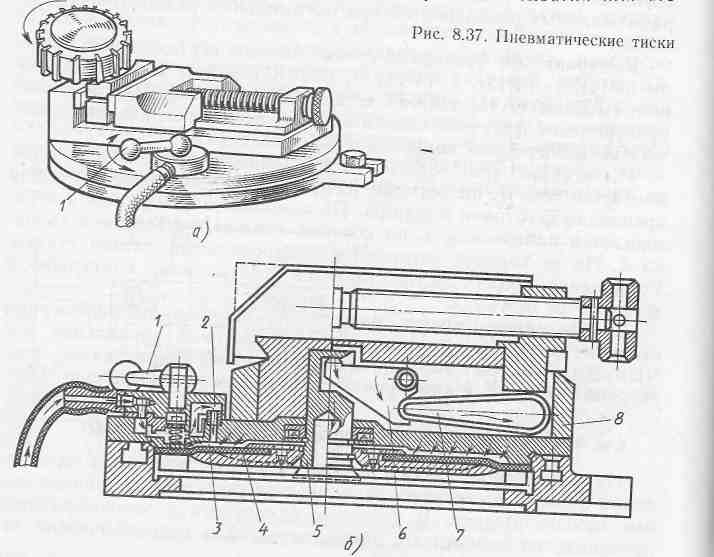
В пневматических тисках (рис. 8.37, а) заготовку закрепляют и освобождают поворотом рукоятки 1 до упора. Сжатый воздух поступает по шлангу от воздухопровода через кран 2 (рис. 8.37, б) и цилиндр 3 и
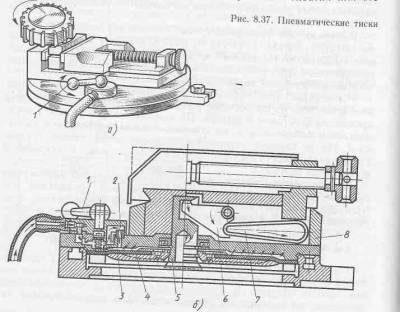
деформирует мембрану 4., Шток 5, перемещаясь в вертикальной плоскости, поворачивает рычаг 6; при этом толкатель 7 и подвижная губка 8 перемещаются. Сила зажима 15—60 кН в зависимости от размера тисков.
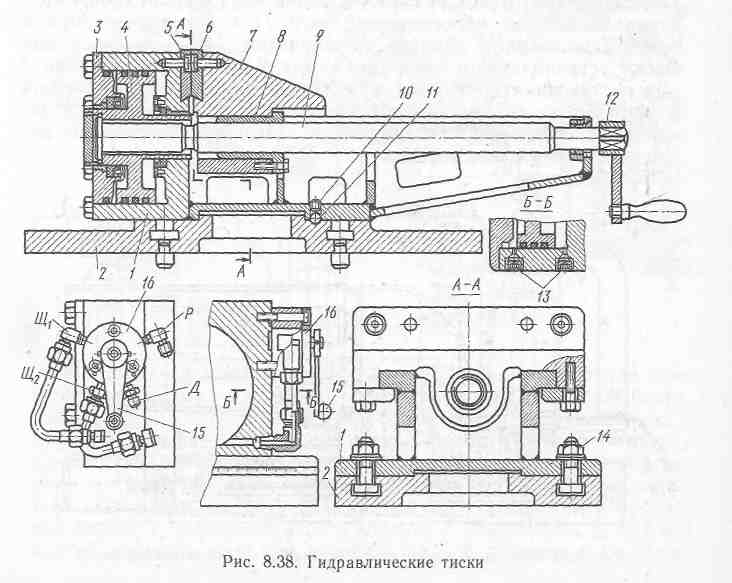
Гидравлические тиски (рис. 8.38) состоят из основания 2, корпуса 1 с подвижной губкой 5, корпуса 7 с подвижной губкой 6, гайки 8, винта 9 с поршнем 4. Последний перемещается в отверстии корпуса 1, закрытого крышкой 3. Корпус 1 может поворачиваться на требуемый угол относительно основания 2 и фиксируется винтами 14. Поворот на 30; 60; 90 и 180° фиксируется шариком 11 с пружиной 10. Вращением рукоятки 12 устанавливают губку 6 на расстоянии 3—5 мм от обрабатываемой заготовки. Зажим -последней выполняют поворотом рукоятки 15
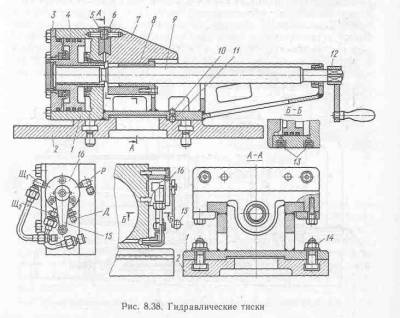
распределительного крана 16. При этом масло от бака подается под давлением по трубопроводу через штуцер Д, кран 16, штуце¬ры Ш\ и Ш2 в левую или правую полость гидроцилиндра. Одновременно его противоположная полость соединяется с баком через штуцеры Ш1, Ш2, распределительный кран и штуцер Р. Поршень перемещает подвижную губку 6 (ход в пределах 10 мм), которая зажимает или освобождает заготовку. Пробки 13 закрывают отверстие для удаления воздуха из гидроцилиндра.
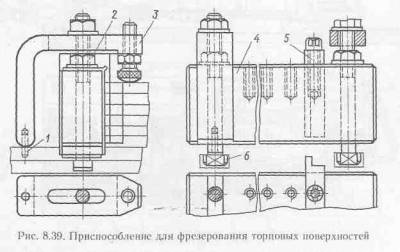
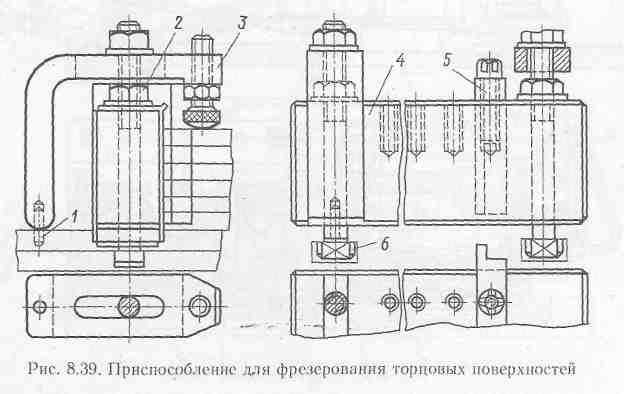
Приспособление для фрезерования торцов (рис. 8.39) на гозонтально-фрезерных станках состоит из корпуса 4, который хвостовиком-шпонкой вставляют в паз стола станка и закрепляют болтом 6 и гайкой 2. Заготовку прижимают к корпусу приспособления так, чтобы ее обрабатываемый торец немного выступал за край стола, и закрепляют двумя прихватами 3, которые можно перемещать в пазах стола. Штифт 1 предотвращает поворот прихвата при закреплении. Приспособление позволяет закреплять одновременно несколько заготовок с упором в угольник 5. Для заготовок шириной более 100 мм используют два комплекта приспособлений.
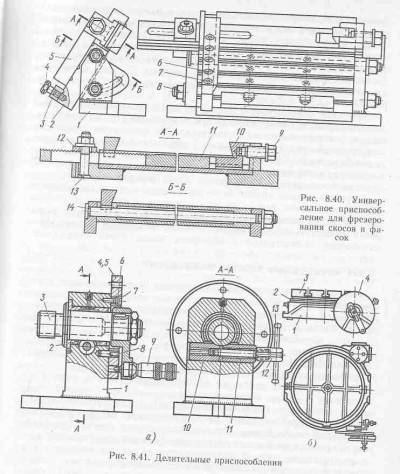
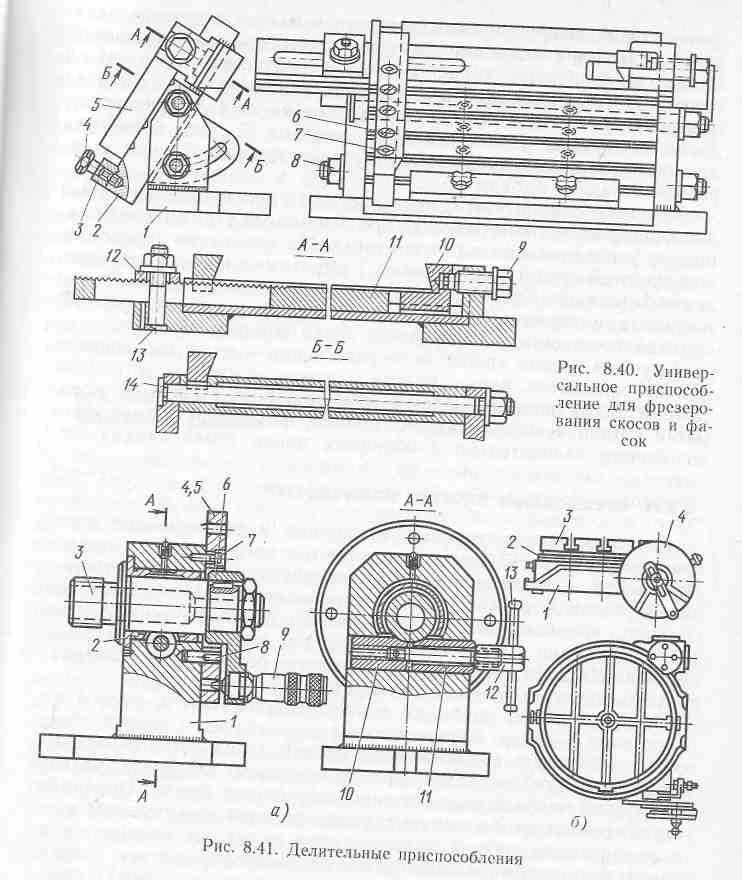
Универсальное приспособление для фрезерования скосов и фасок на плоских деталях (рис. 8.40) состоит из корпуса /, поворотного стола 2, зажимных болтов 8 и 14, установочных планок 3 и зажимного регулируемого устройства, обеспечивающего закрепление заготовок различной длины. Регулировку приспособления выполняют перестановкой тяги 11 с ее закреплением в нужном положении планкой 12 и винтом 13. Угол скоса или фаски устанавливают поворотом стола 2 по нониусу. Планки 3 можно закреплять винтами 4 в любом из четырех положений в зависимости от ширины заготовки. Упор 5 фиксируют и закрепляют штифтами 7 и винтами 6. Заготовку закрепляют подвижной губкой 10 и винтами 9.
Делительные приспособления (рис. 8.41) применяют для фрезерования лысок, шпоночных пазов, кулачков, зубчатых муфт, квадратов, шестигранников. Обработка таких деталей связана с их поворотом на определенный угол. Обрабатываемую заготовку закрепляют на оправке, конус которой вставляют в отверстие вала 3 (рис. 8.41, а), или в самоцентрирующем патроне, который закрепляют на этом валу.
Последний вращается в бронзовой втулке 2, запрессованной в корпусе 1. Деление на 2, 3, 4 и 6 частей осуществляют при повороте вала 3 рычагом 6 за ручку фиксатора 9, конусная часть которого входит в отверстие делительных дисков 4 или 5, имеющих соответственно 4 и 6 отверстий. Отверстия концентрично расположены относительно оси втулки 2 и вала 3. После деления вал 3 фиксируется сухарями 10 и 11 поворотом ручки 13 с гайкой 12. Сменные диски 4 и 5 фиксируют двумя штифтами 8 и закрепляют винтами 7. Для обработки длинных деталей применяют делительные приспособления с передней и задней бабками.
Круглый поворотный стол (рис. 8.41,б), предназначенный для фрезерования поверхностей под заданными углами и тел вращения, устанавливают на стол станка. На основании 1 расположен круглый стол 3 с крестовыми Т-образными пазами для крепления заготовок. Стол 3 поворачивают вручную на нужный угол посредством червячной передачи. Величину угла поворота отсчитывают по делительному диску 4 или нониусу 2.
Крупные детали крепят непосредственно к столу посредством планок, прихватов, призм, болтов и других зажимных устройств. Детали цилиндрической формы устанавливают в призмах, которые с помощью направляющих шпонок фиксируют в требуемом положении относительно Т-образных пазов стола станка.
Автор - nastia19071991
заготовок обеспечивается применением многоместных приспособлений и комбинированных инструментов (наборов фрез, фасонных фрез на общей оправке и др.).
Универсальные поворотные тиски 1 со сменными губками 9, 10, 11 (рис. 8.36) обеспечивают расположение обрабатываемых заготовок в трех взаимно перпендикулярных плоскостях под уг-
лом ±20 °. Круглые валики закрепляют в зависимости от размеров обрабатываемой заготовки. После поворота угольников 2 и 3, а также корпуса 8 на заданный (по лимбам 6) угол поворотные части закрепляют винтами 5 и резьбовыми втулками 4 и 7. Тиски используют для углового фрезерования и шлифования различных деталей. Для точного углового фрезерования и шлифования применяют синусные тиски.
В пневматических тисках (рис. 8.37, а) заготовку закрепляют и освобождают поворотом рукоятки 1 до упора. Сжатый воздух поступает по шлангу от воздухопровода через кран 2 (рис. 8.37, б) и цилиндр 3 и
деформирует мембрану 4., Шток 5, перемещаясь в вертикальной плоскости, поворачивает рычаг 6; при этом толкатель 7 и подвижная губка 8 перемещаются. Сила зажима 15—60 кН в зависимости от размера тисков.
Гидравлические тиски (рис. 8.38) состоят из основания 2, корпуса 1 с подвижной губкой 5, корпуса 7 с подвижной губкой 6, гайки 8, винта 9 с поршнем 4. Последний перемещается в отверстии корпуса 1, закрытого крышкой 3. Корпус 1 может поворачиваться на требуемый угол относительно основания 2 и фиксируется винтами 14. Поворот на 30; 60; 90 и 180° фиксируется шариком 11 с пружиной 10. Вращением рукоятки 12 устанавливают губку 6 на расстоянии 3—5 мм от обрабатываемой заготовки. Зажим -последней выполняют поворотом рукоятки 15
распределительного крана 16. При этом масло от бака подается под давлением по трубопроводу через штуцер Д, кран 16, штуце¬ры Ш\ и Ш2 в левую или правую полость гидроцилиндра. Одновременно его противоположная полость соединяется с баком через штуцеры Ш1, Ш2, распределительный кран и штуцер Р. Поршень перемещает подвижную губку 6 (ход в пределах 10 мм), которая зажимает или освобождает заготовку. Пробки 13 закрывают отверстие для удаления воздуха из гидроцилиндра.
Приспособление для фрезерования торцов (рис. 8.39) на гозонтально-фрезерных станках состоит из корпуса 4, который хвостовиком-шпонкой вставляют в паз стола станка и закрепляют болтом 6 и гайкой 2. Заготовку прижимают к корпусу приспособления так, чтобы ее обрабатываемый торец немного выступал за край стола, и закрепляют двумя прихватами 3, которые можно перемещать в пазах стола. Штифт 1 предотвращает поворот прихвата при закреплении. Приспособление позволяет закреплять одновременно несколько заготовок с упором в угольник 5. Для заготовок шириной более 100 мм используют два комплекта приспособлений.
Универсальное приспособление для фрезерования скосов и фасок на плоских деталях (рис. 8.40) состоит из корпуса /, поворотного стола 2, зажимных болтов 8 и 14, установочных планок 3 и зажимного регулируемого устройства, обеспечивающего закрепление заготовок различной длины. Регулировку приспособления выполняют перестановкой тяги 11 с ее закреплением в нужном положении планкой 12 и винтом 13. Угол скоса или фаски устанавливают поворотом стола 2 по нониусу. Планки 3 можно закреплять винтами 4 в любом из четырех положений в зависимости от ширины заготовки. Упор 5 фиксируют и закрепляют штифтами 7 и винтами 6. Заготовку закрепляют подвижной губкой 10 и винтами 9.
Делительные приспособления (рис. 8.41) применяют для фрезерования лысок, шпоночных пазов, кулачков, зубчатых муфт, квадратов, шестигранников. Обработка таких деталей связана с их поворотом на определенный угол. Обрабатываемую заготовку закрепляют на оправке, конус которой вставляют в отверстие вала 3 (рис. 8.41, а), или в самоцентрирующем патроне, который закрепляют на этом валу.
Последний вращается в бронзовой втулке 2, запрессованной в корпусе 1. Деление на 2, 3, 4 и 6 частей осуществляют при повороте вала 3 рычагом 6 за ручку фиксатора 9, конусная часть которого входит в отверстие делительных дисков 4 или 5, имеющих соответственно 4 и 6 отверстий. Отверстия концентрично расположены относительно оси втулки 2 и вала 3. После деления вал 3 фиксируется сухарями 10 и 11 поворотом ручки 13 с гайкой 12. Сменные диски 4 и 5 фиксируют двумя штифтами 8 и закрепляют винтами 7. Для обработки длинных деталей применяют делительные приспособления с передней и задней бабками.
Круглый поворотный стол (рис. 8.41,б), предназначенный для фрезерования поверхностей под заданными углами и тел вращения, устанавливают на стол станка. На основании 1 расположен круглый стол 3 с крестовыми Т-образными пазами для крепления заготовок. Стол 3 поворачивают вручную на нужный угол посредством червячной передачи. Величину угла поворота отсчитывают по делительному диску 4 или нониусу 2.
Крупные детали крепят непосредственно к столу посредством планок, прихватов, призм, болтов и других зажимных устройств. Детали цилиндрической формы устанавливают в призмах, которые с помощью направляющих шпонок фиксируют в требуемом положении относительно Т-образных пазов стола станка.
Автор - nastia19071991
- Войдите, чтобы оставлять комментарии