Элементами режима круглого наружного шлифования являются следующие. Окружная скорость, м/с, шлифовального круга vк = (ПDN)/(60* 1000), где D — диаметр круга, мм; п — частота вращения круга, об/мин. Окружная скорость, м/мин, заготовки v3 = (ndп3)/1000, где d — диаметр заготовки, мм; п3 — частота вращения заготовки, об/мин. Глубина шлифования (резания) — поперечное перемещение шлифовального круга перпендикулярно к обработанной поверхности за время одного продольного хода (глубина резания, т. е. толщина слоя металла, снимаемого за один рабочий ход, составляет 0,005—0,015 мм при чистовом шлифовании и 0,01—0,025 мм при черновом шлифовании). Продольная подача — путь, пройденный заготовкой (или кругом) параллельно оси вращения круга за одну минуту (мм/мин) или за один оборот шлифуемой заготовки (мм/об).
Они делятся на естественные (алмаз, кварц, корунд, наждак, кремень, гранит) и искусственные (нормальный электрокорунд, хромистый злектрокорунд, титанистый электрокорунд, монокорунд; карбиды кремния, бора; синтетические алмазы и др.). Основными свойствами абразивных материалов являются твердость, режущая способность, прочность и износостойкость.
Алмаз естественный (А) — разновидность углерода. Его характеризуют наивысшая по сравнению с другими абразивными материалами твердость и хрупкость. Алмазы, непригодные в ювелирном деле, называют техническими и используют для шлифования. Массу алмаза измеряют в граммах или каратах (1 кар = 0,2 г).
Алмаз синтетический (АС) получают из углеродсодержащих веществ (графит и др.) с добавлением металлических катализаторов (хром, никель, железо, кобальт и др.) под действием высокой температуры и давления. Существует пять марок шлифпорошков из синтетических алмазов, которые различаются по механическим свойствам (прочность, хрупкость), форме и параметрам шероховатости: АСО — зерна с шероховатой поверхностью и пониженной прочностью и хрупкостью, работают с минимальными потреблением энергии и выделением теплоты, обладают хорошими режущими свойствами; АСР — зерна с меньшей (по сравнению с АСО) хрупкостью и большей прочностью, хорошо удерживаются в связке; АСВ — зерна, имеющие по сравнению с АСО и АСР более гладкую поверхность, меньшую хрупкость и большую твердость; АСК — зерна с меньшей хрупкостью и большей твердостью, чем зерна АСО, АСР, АСВ; АСС — зерна блочной формы, имеют максимальную прочность по сравнению с алмазами других марок и естественными алмазами. Алмазные микропорошки выпускают: с нормальной режущей способностью из естественного алмаза (AM) и из синтетических алмазов (АСМ); с повышенной режущей способностью из природных (АН) и синтетических (АСН) алмазов.
Электрокорунды получают из бокситов и глинозема. Они состоят из окиси алюминия Аl203 и его примеси. Доля Al2Os в нормальном электрокорунде и монокорунде составляет 93— 96 %. Нормальный электрокорунд 1А имеет разновидности 12А; 13А; НА; 16А. Белый электрокорунд 2А имеет разновидности 22А, 23А, 24А, 25А. Легированный электрокорунд ЗА имеет разновидности: 32А, ЗЗА, 34А, 37А. Монокорунд 4А имеет разновидности 43А, 44А, 45А.
Карбид кремния — химическое соединение кремния и углерода, полученное при температуре 2100—2200 °С и содержащее около 97—99 % SiC. Обладают высокими твердостью (тверже его только алмаз, эльбор, карбид бора), режущей способностью и теплостойкостью.
Карбид бора (КБ) — химическое соединение В4С, обладает высокими режущей способностью, износостойкостью и химической стойкостью.
Кубический нитрид бора (КНБ) — сверхтвердый материал (43,6 % бора и 56,4 % азота). Обладает почти теми же абразивными свойствами, что и алмаз, и превосходит по износостойкости все известные абразивные материалы. КНБ не теряет режущих свойств при t = 1200 °С. Абразивный материал из КНБ выпускают в виде шлифпорошков: эльбор (Л); кубонит (КО); микропорошки (КМ).
13.6. ЗЕРНИСТОСТЬ АБРАЗИВНЫХ МАТЕРИАЛОВ
Она характеризует размеры абразивных зерен (длина, ширина, толщина). Абразивный материал делят на шлифзерна, шлифпорошки, микропорошки и изготовляют следующих зернистостоей: шлифзерно (размеры 2000—160 мкм) — 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16; шлифпорошки (размеры 125— 40 мкм) — 12,10, 8, 6, 5, 4; микропорошки (размеры 63— 14 мкм) — М63, М50, М40, М28, М20, М14; тонкие микропорошки (размеры 10—5 мкм) — М10, М7, М5. Зернистость — характеристика конкретной совокупности зерен, выраженная размерами основной фракции, которая преобладает по массе, объему или числу зерен. Зернистость шлифзерна и шлифпорошка условно равна 0,4 размера (в мкм) стороны ячейки сита (сетки) в свету, на которой задерживаются при рассеве зерна основной фракции. Зернистость алмазных и эльборовых шлифпорошков обозначают дробью, у которой числитель соответствует размеру (в мкм) стороны верхнего сита, а знаменатель — размеру (в мкм) стороны ячеек нижнего сита для основной фракции (например, 400/250; 400/315; 160/100; 160/125). Процентное содержание основной фракции обозначают индексами В (высокое), П (повышенное), Н (низкое), Д (допустимое). Например, для зернистостей 200—8 минимальное содержание основной фракции составляет 55% (П), 45% (Н) и 41 % (Д).
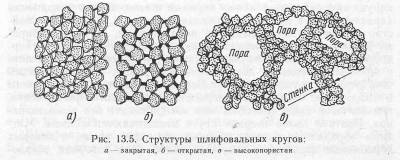
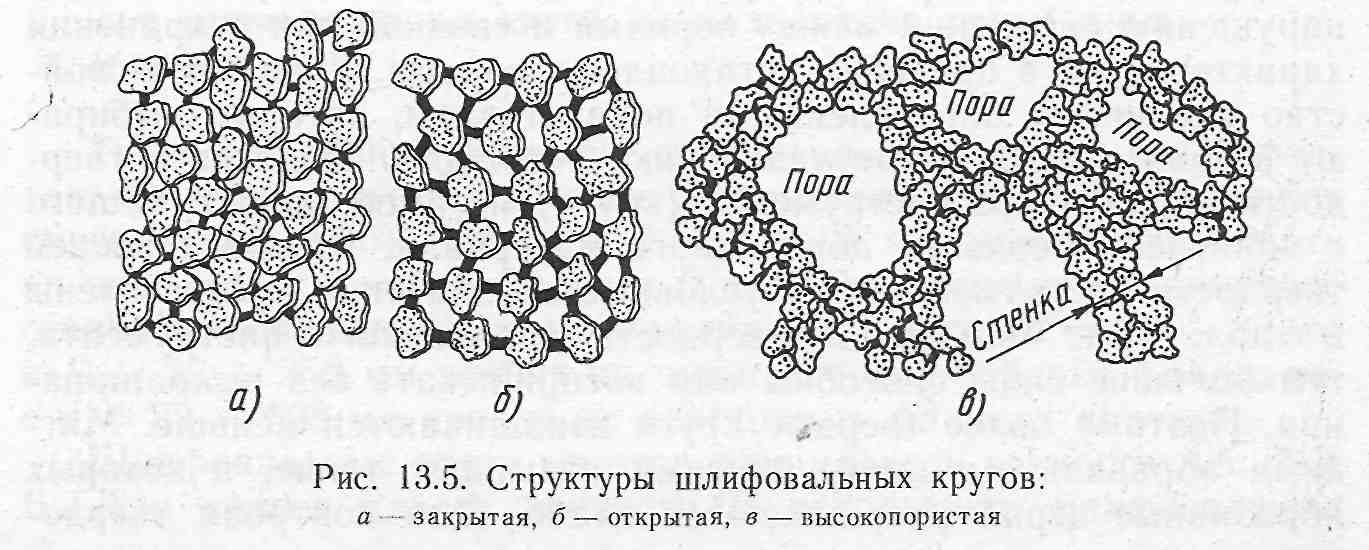
13.7. СТРУКТУРА ШЛИФОВАЛЬНОГО КРУГА
Это его внутреннее строение т. е. количественное (объемное) соотношение в массе круга и взаимное расположение фаз: абразивной (занимаемой зернами); связующей (занимаемой связкой); газообразной (занимаемой порами). Некоторые инструменты имеют дополнительную фазу, занимаемую наполнителями.
Основой структуры является объемное содержание абразивного зерна в инструменте. Структура обозначается номерами от 0 до 20. Чем меньше зерен в единице объема, тем выше порядковый номер структуры для традиционных абразивных инструментов. С увеличением номера структуры на единицу число зерен в круге уменьшается на 2 % и соответственно на 2 % увеличивается объем связки. В порах размещается стружка, которая при выходе шлифовального круга из соприкосновения с заготовкой должна свободно вылетать из пор, так как в противном случае потеряет режущую способность. На рис. 13.5 показаны различные структуры шлифовальных кругов. При более плотной структуре число зерен, приходящееся на единицу поверхности круга, больше, а размер пор меньше. Некоторые шлифовальные круги (их называют структурными) изготовляют с заранее установленным строением, т. е. определенным расположением пор в круге.
Алмазныекруги в отличие от обычных абразивных имеют алмазоносное кольцо толщиной 1,5—3-мм, которое закрепляют на корпусе. Материал корпуса — стали, алюминиевые сплавы, пластмассы и др. Алмазный слой состоит из алмазных зерен, связки, наполнителя.
Материал или совокупность материалов, применяемых для закрепления абразивных зерен в абразивном инструменте, называют связкой. Различают органические, минеральные (керамические) и металлические связки. К органическим связкам относятся бакелитовая, вулканитовая, эпоксидная, глифталиевая и др.
В бакелитовой связке (Б) главной составляющей является жидкий или порошкообразный бакелит (искусственная смола). Круги на этой связке, армированные стеклосеткой, работают на очень высоких скоростях (80 м/с и более), обладают высокой прочностью. При длительном воздействии температуры 250—300 °С связка выгорает, при температуре 200 °С и выше становится хрупкой, что приводит к разрушению кругов. Круги на бакелитовой связке используют главным образом без охлаждения, так как связка разрушается под действием щелочных растворов, содержащихся в СОЖ. Упругость бакелитовой связки позволяет изготовлять тонкие (высотой 0,5 мм) круги для абразивной прорезки.
Вулканитовая связка (В) состоит в основном из синтетического каучука с различными добавками. Круги обладают большей (чем круги на бакелитовой связке) упругостью и используются для отрезки и прорезки.
Керамические связки (К) являются смесями огнеупорной глины, полевого шпата, кварца, мела, талька и других составляющих. Круги на этой связке имеют наибольшую пористость, поэтому меньше засаливаются, обладают хорошей водоупорностью, работают с СОЖ, легко режут металл. Недостаток — чувствительность к ударным нагрузкам.
Силикатную связку (С) изготовляют из жидкого стекла в смеси с окисью цинка, мелом, глиной и др. Она обладает достаточной прочностью. Круги на этой связке быстро изнашиваются, но работают с малым выделением теплоты. Их обычно применяют без охлаждения.
Металлические связки (М) изготовляют из сплавов меди, олова, цинка, алюминия, никеля и используют в основном для алмазных инструментов.
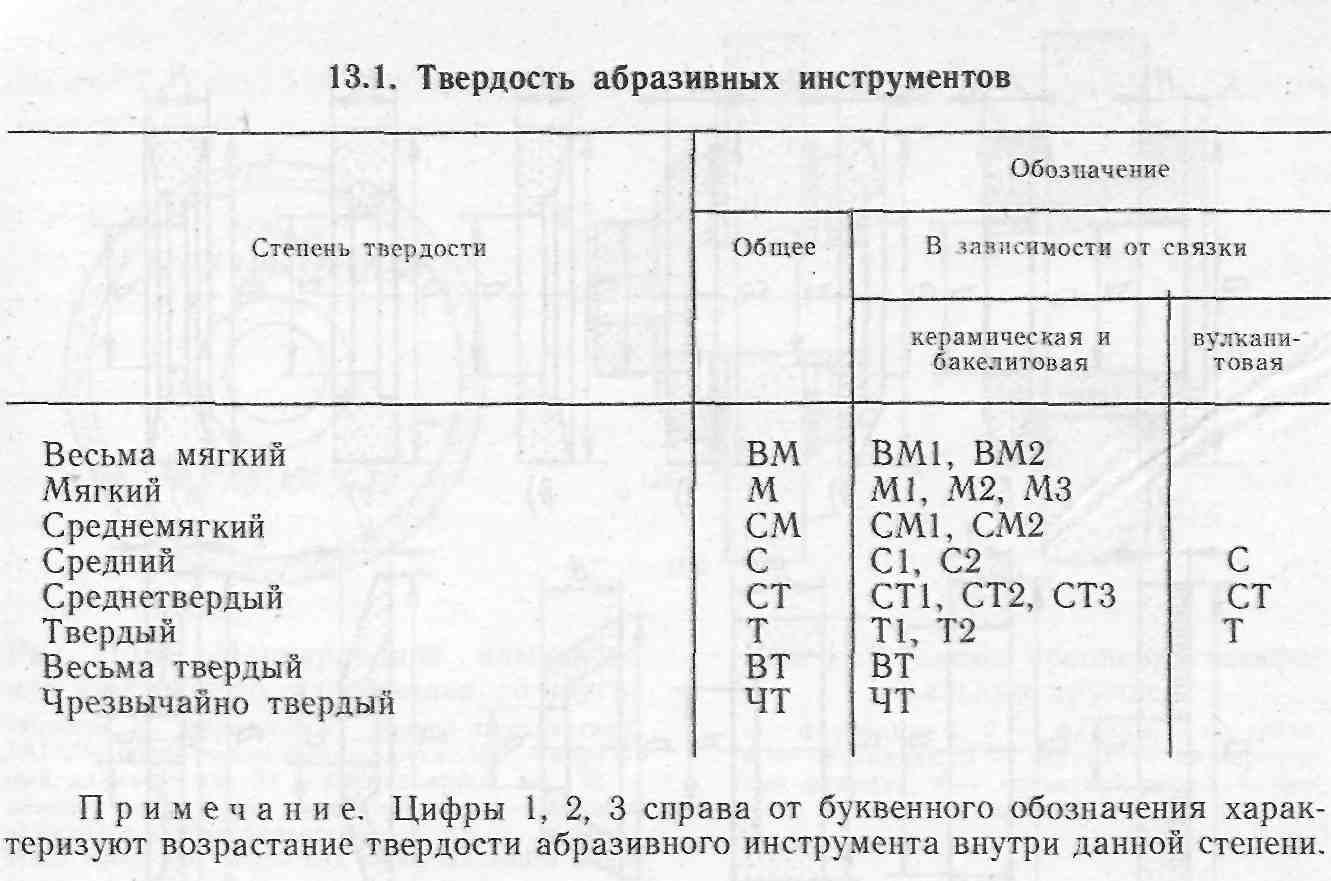
13.8. ТВЕРДОСТЬ АБРАЗИВНОГО ИНСТРУМЕНТА
Это величина, характеризующая его свойство сопротивляться нарушению сцепления между зернами и связкой при сохранении характеристик в пределах установленных норм. Указанное свойство оценивают определенными показателями, которые выбирают в зависимости от метода оценки твердости. Понятие о твердости абразивного инструмента (круга) не имеет ничего общего с понятием твердости абразивного материала. Шкала степеней твердости инструмента и их условные обозначения представлены в табл. 13.1. Чем выше твердость абразивного инструмента, тем большие силы способны они воспринимать без выкрашивания. Поэтому более твердые круги изнашиваются меньше. Мягкими абразивными инструментами называют такие, в которых абразивные зерна удерживаются слабо. Для контроля твердо-
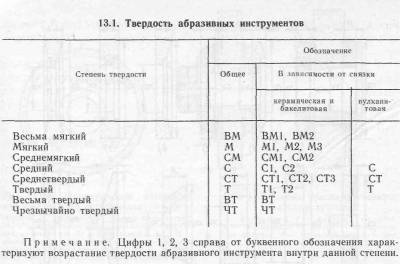
сти абразивных инструментов применяют механические и акустические методы. Твердость инструментов зернистостью 125—16 определяют на пескоструйном приборе измерением глубины лунки, образующейся на поверхности инструмента под действием кварцевого песка, выбрасываемого из рабочей камеры прибора сжатым воздухом под давлением 0,15 МПа. С увеличением твердости глубина лунки уменьшается.
Твердость абразивных инструментов зернистостью 12—М14, а также алмазных и электроборовых кругов определяют на приборе Роквелла путем вдавливания стального шарика {0 5— 10 мм) в тело инструмента под нагрузкой 981 или 1471 Н. Затем измеряют глубину лунки. Определенной твердости круга соответствует определенный объем пор независимо от номера структуры круга. Абразивный инструмент на керамической связке выпускают всех степеней твердости, на бакелитовой — от СМ1 до Tl, на вулканитовой — без указания степени твердости.
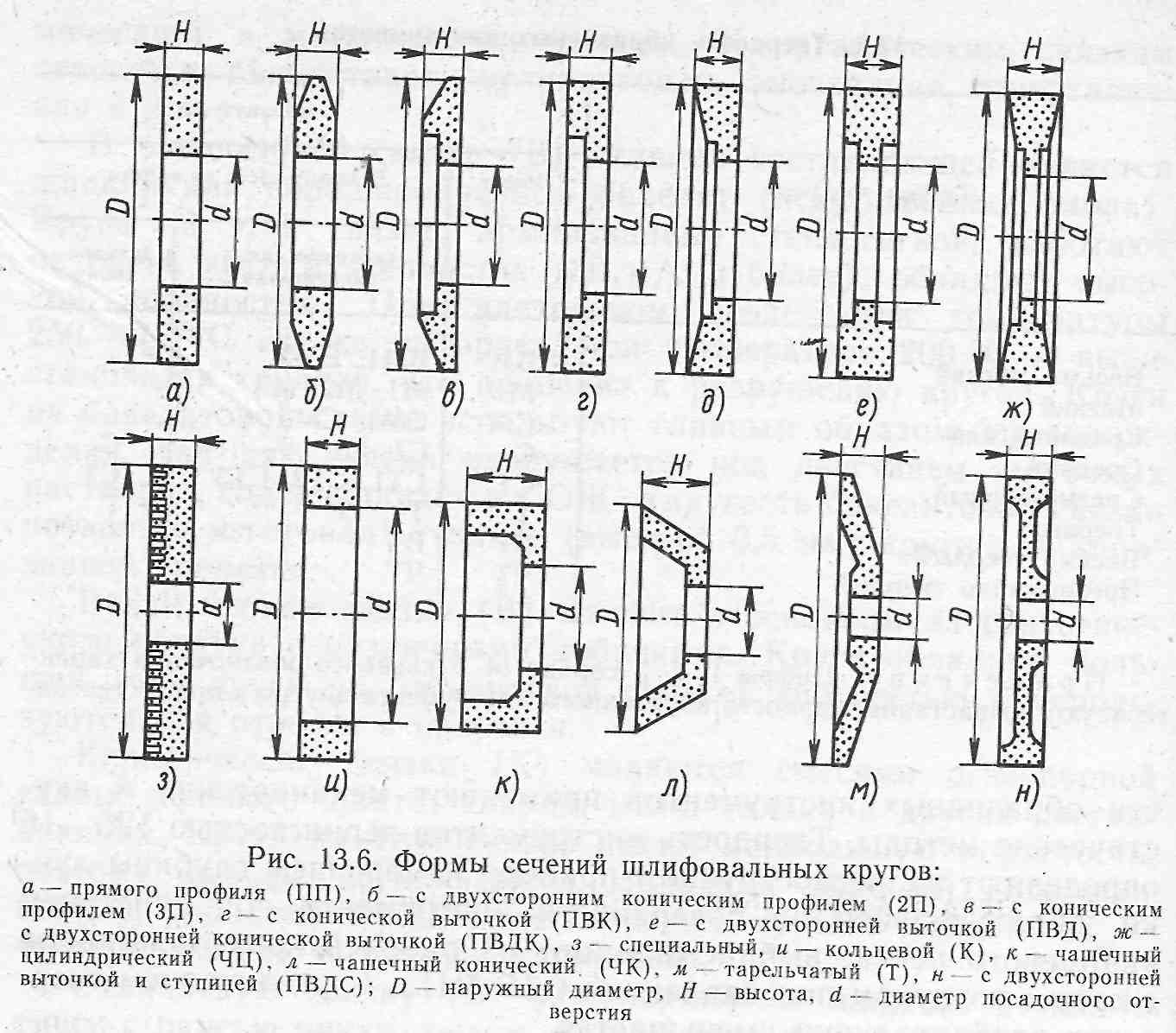
13.9. ШЛИФОВАЛЬНЫЕ КРУГИ, ИХ НАЗНАЧЕНИЕ, ПРИМЕНЕНИЕ И ВЫБОР
Типы и основные размеры шлифовальных кругов стандартизованы. Существует ряд типов и несколько сотен типоразмеров кругов (рис. 13.6). Круги с d = 1 / 13 мм можно наклеивать на шпильку, с d = 6 / 20 мм и D до 100 мм крепят на шпинделе станка или оправке винтами или гайками. Круги с d = 10 / 32 мм и D = 32 / 250 мм крепят на шпинделе или оправке фланцами, с d = 32 — 508 мм крепят на переходных фланцах винтами.
Шлифовальные круги изготовляют классов точности АА, А и Б. Для кругов класса точности Б используют шлифовальные
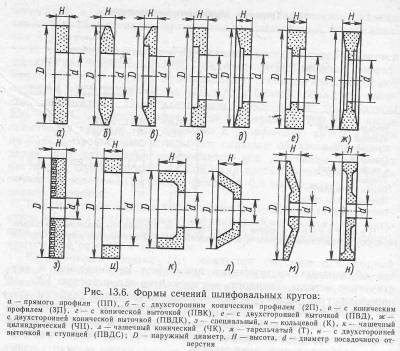
материалы с индексами В, П, Н, Д, характеризующими содержание основной фракции для кругов класса А — только с индексами В, П, Н, для кругов класса АА —. только с индексами В и П. Предельные отклонения зависят от номинальных размеров инструмента D, Н, d (см. рис. 13.6). Контроль размеров абразивного инструмента осуществляют универсальным измерительным инструментом, специальными калибрами и шаблонами.
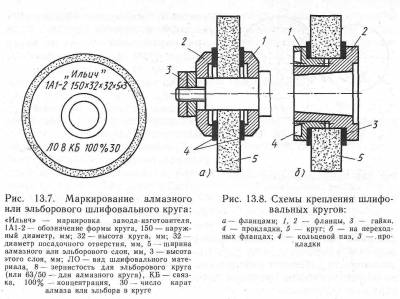
Алмазные и эльборовые шлифовальные круги также стандартизованы. Пример маркировки алмазного или эльборового круга показан на рис. 13.7.
Крепление шлифовальных кругов на шпинделе станка необходимо выполнять тщательно. Неправильно закрепленный и неуравновешенный круг при работе может разорваться. Круги диаметром меньше 100 мм надевают на шпиндель свободно и крепят фланцами и гайкой (рис. 13.8, а). Между кругом и фланцами ставят упругие прокладки из резины или кожи для обеспечения равномерного зажима круга. Круги диаметром от 100 до 1000 мм закрепляют на переходных фланцах (рис. 13.8,6); при этом необходимо, чтобы между кругом и шейкой фланца был зазор 0,1—0,3 мм. Фланцы 2 скрепляют винтами. По торцам круга устанавливают картонные прокладки. В кольцевом пазу 4 располагают балансировочные грузы.
Автор - nastia19071991
Они делятся на естественные (алмаз, кварц, корунд, наждак, кремень, гранит) и искусственные (нормальный электрокорунд, хромистый злектрокорунд, титанистый электрокорунд, монокорунд; карбиды кремния, бора; синтетические алмазы и др.). Основными свойствами абразивных материалов являются твердость, режущая способность, прочность и износостойкость.
Алмаз естественный (А) — разновидность углерода. Его характеризуют наивысшая по сравнению с другими абразивными материалами твердость и хрупкость. Алмазы, непригодные в ювелирном деле, называют техническими и используют для шлифования. Массу алмаза измеряют в граммах или каратах (1 кар = 0,2 г).
Алмаз синтетический (АС) получают из углеродсодержащих веществ (графит и др.) с добавлением металлических катализаторов (хром, никель, железо, кобальт и др.) под действием высокой температуры и давления. Существует пять марок шлифпорошков из синтетических алмазов, которые различаются по механическим свойствам (прочность, хрупкость), форме и параметрам шероховатости: АСО — зерна с шероховатой поверхностью и пониженной прочностью и хрупкостью, работают с минимальными потреблением энергии и выделением теплоты, обладают хорошими режущими свойствами; АСР — зерна с меньшей (по сравнению с АСО) хрупкостью и большей прочностью, хорошо удерживаются в связке; АСВ — зерна, имеющие по сравнению с АСО и АСР более гладкую поверхность, меньшую хрупкость и большую твердость; АСК — зерна с меньшей хрупкостью и большей твердостью, чем зерна АСО, АСР, АСВ; АСС — зерна блочной формы, имеют максимальную прочность по сравнению с алмазами других марок и естественными алмазами. Алмазные микропорошки выпускают: с нормальной режущей способностью из естественного алмаза (AM) и из синтетических алмазов (АСМ); с повышенной режущей способностью из природных (АН) и синтетических (АСН) алмазов.
Электрокорунды получают из бокситов и глинозема. Они состоят из окиси алюминия Аl203 и его примеси. Доля Al2Os в нормальном электрокорунде и монокорунде составляет 93— 96 %. Нормальный электрокорунд 1А имеет разновидности 12А; 13А; НА; 16А. Белый электрокорунд 2А имеет разновидности 22А, 23А, 24А, 25А. Легированный электрокорунд ЗА имеет разновидности: 32А, ЗЗА, 34А, 37А. Монокорунд 4А имеет разновидности 43А, 44А, 45А.
Карбид кремния — химическое соединение кремния и углерода, полученное при температуре 2100—2200 °С и содержащее около 97—99 % SiC. Обладают высокими твердостью (тверже его только алмаз, эльбор, карбид бора), режущей способностью и теплостойкостью.
Карбид бора (КБ) — химическое соединение В4С, обладает высокими режущей способностью, износостойкостью и химической стойкостью.
Кубический нитрид бора (КНБ) — сверхтвердый материал (43,6 % бора и 56,4 % азота). Обладает почти теми же абразивными свойствами, что и алмаз, и превосходит по износостойкости все известные абразивные материалы. КНБ не теряет режущих свойств при t = 1200 °С. Абразивный материал из КНБ выпускают в виде шлифпорошков: эльбор (Л); кубонит (КО); микропорошки (КМ).
13.6. ЗЕРНИСТОСТЬ АБРАЗИВНЫХ МАТЕРИАЛОВ
Она характеризует размеры абразивных зерен (длина, ширина, толщина). Абразивный материал делят на шлифзерна, шлифпорошки, микропорошки и изготовляют следующих зернистостоей: шлифзерно (размеры 2000—160 мкм) — 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16; шлифпорошки (размеры 125— 40 мкм) — 12,10, 8, 6, 5, 4; микропорошки (размеры 63— 14 мкм) — М63, М50, М40, М28, М20, М14; тонкие микропорошки (размеры 10—5 мкм) — М10, М7, М5. Зернистость — характеристика конкретной совокупности зерен, выраженная размерами основной фракции, которая преобладает по массе, объему или числу зерен. Зернистость шлифзерна и шлифпорошка условно равна 0,4 размера (в мкм) стороны ячейки сита (сетки) в свету, на которой задерживаются при рассеве зерна основной фракции. Зернистость алмазных и эльборовых шлифпорошков обозначают дробью, у которой числитель соответствует размеру (в мкм) стороны верхнего сита, а знаменатель — размеру (в мкм) стороны ячеек нижнего сита для основной фракции (например, 400/250; 400/315; 160/100; 160/125). Процентное содержание основной фракции обозначают индексами В (высокое), П (повышенное), Н (низкое), Д (допустимое). Например, для зернистостей 200—8 минимальное содержание основной фракции составляет 55% (П), 45% (Н) и 41 % (Д).
13.7. СТРУКТУРА ШЛИФОВАЛЬНОГО КРУГА
Это его внутреннее строение т. е. количественное (объемное) соотношение в массе круга и взаимное расположение фаз: абразивной (занимаемой зернами); связующей (занимаемой связкой); газообразной (занимаемой порами). Некоторые инструменты имеют дополнительную фазу, занимаемую наполнителями.
Основой структуры является объемное содержание абразивного зерна в инструменте. Структура обозначается номерами от 0 до 20. Чем меньше зерен в единице объема, тем выше порядковый номер структуры для традиционных абразивных инструментов. С увеличением номера структуры на единицу число зерен в круге уменьшается на 2 % и соответственно на 2 % увеличивается объем связки. В порах размещается стружка, которая при выходе шлифовального круга из соприкосновения с заготовкой должна свободно вылетать из пор, так как в противном случае потеряет режущую способность. На рис. 13.5 показаны различные структуры шлифовальных кругов. При более плотной структуре число зерен, приходящееся на единицу поверхности круга, больше, а размер пор меньше. Некоторые шлифовальные круги (их называют структурными) изготовляют с заранее установленным строением, т. е. определенным расположением пор в круге.
Алмазныекруги в отличие от обычных абразивных имеют алмазоносное кольцо толщиной 1,5—3-мм, которое закрепляют на корпусе. Материал корпуса — стали, алюминиевые сплавы, пластмассы и др. Алмазный слой состоит из алмазных зерен, связки, наполнителя.
Материал или совокупность материалов, применяемых для закрепления абразивных зерен в абразивном инструменте, называют связкой. Различают органические, минеральные (керамические) и металлические связки. К органическим связкам относятся бакелитовая, вулканитовая, эпоксидная, глифталиевая и др.
В бакелитовой связке (Б) главной составляющей является жидкий или порошкообразный бакелит (искусственная смола). Круги на этой связке, армированные стеклосеткой, работают на очень высоких скоростях (80 м/с и более), обладают высокой прочностью. При длительном воздействии температуры 250—300 °С связка выгорает, при температуре 200 °С и выше становится хрупкой, что приводит к разрушению кругов. Круги на бакелитовой связке используют главным образом без охлаждения, так как связка разрушается под действием щелочных растворов, содержащихся в СОЖ. Упругость бакелитовой связки позволяет изготовлять тонкие (высотой 0,5 мм) круги для абразивной прорезки.
Вулканитовая связка (В) состоит в основном из синтетического каучука с различными добавками. Круги обладают большей (чем круги на бакелитовой связке) упругостью и используются для отрезки и прорезки.
Керамические связки (К) являются смесями огнеупорной глины, полевого шпата, кварца, мела, талька и других составляющих. Круги на этой связке имеют наибольшую пористость, поэтому меньше засаливаются, обладают хорошей водоупорностью, работают с СОЖ, легко режут металл. Недостаток — чувствительность к ударным нагрузкам.
Силикатную связку (С) изготовляют из жидкого стекла в смеси с окисью цинка, мелом, глиной и др. Она обладает достаточной прочностью. Круги на этой связке быстро изнашиваются, но работают с малым выделением теплоты. Их обычно применяют без охлаждения.
Металлические связки (М) изготовляют из сплавов меди, олова, цинка, алюминия, никеля и используют в основном для алмазных инструментов.
13.8. ТВЕРДОСТЬ АБРАЗИВНОГО ИНСТРУМЕНТА
Это величина, характеризующая его свойство сопротивляться нарушению сцепления между зернами и связкой при сохранении характеристик в пределах установленных норм. Указанное свойство оценивают определенными показателями, которые выбирают в зависимости от метода оценки твердости. Понятие о твердости абразивного инструмента (круга) не имеет ничего общего с понятием твердости абразивного материала. Шкала степеней твердости инструмента и их условные обозначения представлены в табл. 13.1. Чем выше твердость абразивного инструмента, тем большие силы способны они воспринимать без выкрашивания. Поэтому более твердые круги изнашиваются меньше. Мягкими абразивными инструментами называют такие, в которых абразивные зерна удерживаются слабо. Для контроля твердо-
сти абразивных инструментов применяют механические и акустические методы. Твердость инструментов зернистостью 125—16 определяют на пескоструйном приборе измерением глубины лунки, образующейся на поверхности инструмента под действием кварцевого песка, выбрасываемого из рабочей камеры прибора сжатым воздухом под давлением 0,15 МПа. С увеличением твердости глубина лунки уменьшается.
Твердость абразивных инструментов зернистостью 12—М14, а также алмазных и электроборовых кругов определяют на приборе Роквелла путем вдавливания стального шарика {0 5— 10 мм) в тело инструмента под нагрузкой 981 или 1471 Н. Затем измеряют глубину лунки. Определенной твердости круга соответствует определенный объем пор независимо от номера структуры круга. Абразивный инструмент на керамической связке выпускают всех степеней твердости, на бакелитовой — от СМ1 до Tl, на вулканитовой — без указания степени твердости.
13.9. ШЛИФОВАЛЬНЫЕ КРУГИ, ИХ НАЗНАЧЕНИЕ, ПРИМЕНЕНИЕ И ВЫБОР
Типы и основные размеры шлифовальных кругов стандартизованы. Существует ряд типов и несколько сотен типоразмеров кругов (рис. 13.6). Круги с d = 1 / 13 мм можно наклеивать на шпильку, с d = 6 / 20 мм и D до 100 мм крепят на шпинделе станка или оправке винтами или гайками. Круги с d = 10 / 32 мм и D = 32 / 250 мм крепят на шпинделе или оправке фланцами, с d = 32 — 508 мм крепят на переходных фланцах винтами.
Шлифовальные круги изготовляют классов точности АА, А и Б. Для кругов класса точности Б используют шлифовальные
материалы с индексами В, П, Н, Д, характеризующими содержание основной фракции для кругов класса А — только с индексами В, П, Н, для кругов класса АА —. только с индексами В и П. Предельные отклонения зависят от номинальных размеров инструмента D, Н, d (см. рис. 13.6). Контроль размеров абразивного инструмента осуществляют универсальным измерительным инструментом, специальными калибрами и шаблонами.
Алмазные и эльборовые шлифовальные круги также стандартизованы. Пример маркировки алмазного или эльборового круга показан на рис. 13.7.
Крепление шлифовальных кругов на шпинделе станка необходимо выполнять тщательно. Неправильно закрепленный и неуравновешенный круг при работе может разорваться. Круги диаметром меньше 100 мм надевают на шпиндель свободно и крепят фланцами и гайкой (рис. 13.8, а). Между кругом и фланцами ставят упругие прокладки из резины или кожи для обеспечения равномерного зажима круга. Круги диаметром от 100 до 1000 мм закрепляют на переходных фланцах (рис. 13.8,6); при этом необходимо, чтобы между кругом и шейкой фланца был зазор 0,1—0,3 мм. Фланцы 2 скрепляют винтами. По торцам круга устанавливают картонные прокладки. В кольцевом пазу 4 располагают балансировочные грузы.

Автор - nastia19071991
- Войдите, чтобы оставлять комментарии