Шлифование
Для осуществления шлифования необходимо, чтобы заготовка и шлифовальный круг имели определенные относительные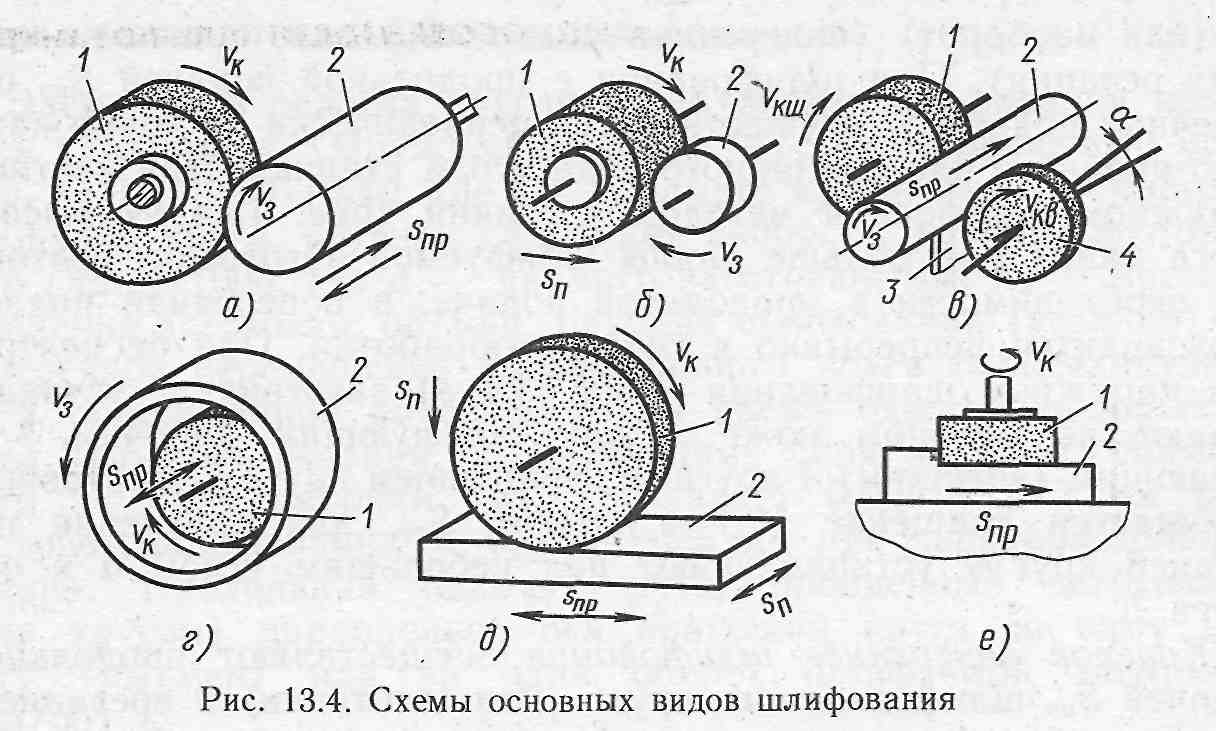
движения, без которых резание невозможно. При шлифовании главным движением резания является вращение инструмента (рис. 13.4), а движения подачи (они могут быть различными) сообщаются заготовке или инструменту. Различают шлифование периферией круга и торцом круга; в первом случае режущей частью является наружная поверхность круга, образующая которой параллельна оси его вращения, а во втором случае — торец круга.
В зависимости от расположения и формы обрабатываемой поверхности заготовки 2 шлифование подразделяют на следующие виды: наружное (рис. 13.4, а, б, в), когда обрабатывается наружная поверхность заготовки; внутреннее (рис. 13.4, г), когда обрабатывается внутренняя поверхность заготовки; плоское (рис. 13.4, д, е), когда обрабатывается плоская поверхность; профильное, когда обрабатывается поверхность, образующая которой представляет собой кривую или ломаную' линию.
Шлифование поверхности вращения называют круглым шлифованием, сферической поверхности — сферошлифованием, боковых поверхностей зубьев зубчатых колес — зубошлифованием, боковых сторон и впадин профиля резьбы — резьбошлифованием, шлицевых поверхностей — шлицешлифованием.
Различают также шлифование в центрах (если заготовку крепят в центрах) и в патроне (если заготовку крепят в патроне) . В машиностроении наиболее часто применяют круглое (наружное и внутреннее) и плоское шлифование.
Круглое наружное шлифование
Круглое наружное шлифование (рис. 13,4, а) осуществляют сочетанием следующих движений: вращение шлифовального круга 1 (главное движение ик резания), вращение шлифуемой заготовки 2 вокруг своей оси (круговая подача v3), прямолинейное возвратно-поступательное перемещение заготовки или шлифовального круга вдоль своей оси (продольная подача 5пр); поперечное перемещение шлифовального круга на заготовку (или наоборот) (поперечная подача S„) или подача на глубину резания). При шлифовании с продольной подачей Snp поперечная подача S„ осуществляется периодически (в конце каждого двойного или одинарного хода стола станка). При круглом наружном шлифовани методом врезания (рис. 13.4, б) высота круга равна или больше длины шлифуемой заготовки, поэтому нет необходимости в продольной подаче, а поперечная подача производится непрерывно в течение обработки. При бесцентровом наружном шлифовании (рис. 13.4, в) заготовку 2 устанавливают на опорном ноже между шлифующим рабочим 1 и подающим (ведущим) 4 кругами. Вращением круга 4 заготовке 2 сообщается вращение (v3) и подача 5пр, для получения последней круг 4 устанавливают под небольшим углом а к оси круга 1.Круглое внутреннее шлифование
Круглое внутреннее шлифование осуществляют продольной подачей 5пр шлифовального круга (или заготовки) и врезанием. Для круглого внутреннего шлифования с продольной подачей (рис. 13.4, г) необходимы те же движения, что и при круглом наружном шлифовании. Применяют внутреннее врезное и внутреннее бесцентровое шлифование; в последнем случае заготовку не закрепляют.Плоское шлифование осуществляют периферией (рис. 13.4, д) и торцом (рис. 13.3, е) круга.
Скорость резания при шлифовании превосходит скорость резания при лезвийной обработке и составляет 25—35 м/с (обычное шлифование), 35—60 м/с (скоростное шлифование) и свыше 60 м/с (высокоскоростное шлифование). При шлифовании скорость резания значительно превосходит скорость подачи.
Шлифование, предназначенное для удаления с заготовок дефектного слоя, называют обдирочным. Шлифование одной или нескольких поверхностей одной или нескольких заготовок одновременно несколькими кругами называют многокруговым.
Абразивную обработку, при которой инструмент и заготовка совершают вращательное, возвратно-поступательное, осциллирующее или другое сложное движение со скоростями одного и того же порядка, называют доводкой: Основными видами доводки являются притирка, хонингование, суперфиниширование.
Абразивную обработку, служащую только для уменьшения шероховатости обрабатываемой поверхности, называют полированием. Шлифование рабочей части лезвийного режущего инструмента называют затачиванием.
К другим видам абразивной обработки относятся струйно-абразивная, жидкостно-абразивная, виброабразивная, а также специальная абразивная обработка (с применением электроэрозионного разрушения металлов, их электрохимического растворения, вибраций с ультразвуковой частотой, магнитного поля и др.).
КРУГЛОЕ НАРУЖНОЕ ШЛИФОВАНИЕ
Этот вид шлифования применяют для обработки наружных поверхностей деталей типа тел вращения с прямолинейными образующими. В качестве технологических баз используют центровые отверстия или наружные цилиндрические поверхности. В зависимости от направления поступательного движения подачи различают следующие способы шлифования.Врезное шлифование: обеспечивается движением продольной подачи snp в одном направлении, перпендикулярном к оси обрабатываемой заготовки, которая шлифуется при ее вращении.
Осциллирующее шлифование (продольными рабочими ходами) : шлифовальный круг или заготовка наряду с вращательным движением совершают возвратно-поступательное движение, предназначенное для обработки поверхностей значительной длины, превышающей высоту шлифовального круга. В конце двойного или каждого прохода круг подают на установленную глубину шлифования или величину поперечной подачи.
Шлифование уступами (комбинация врезного и осциллирующего шлифования): отдельные участки поверхности (уступы) заготовки обрабатывают последовательно врезанием круга, уступы при этом должны перекрывать друг друга. Оставшуюся часть припуска затем снимают осциллирующим шлифованием.
Глубинное шлифование может быть как с продольной, так и с поперечной подачей. При шлифовании с продольной подачей весь (или почти весь) припуск снимают за один проход круга. Последний правят ступенькой или на конус. При шлифовании с поперечной подачей заготовке сообщают медленное вращение. Круг врезается в заготовку с увеличенной подачей на всю (или почти всю) величину припуска и за время одного оборота заготовки снимается весь припуск. Схема обработки аналогична врезному шлифованию периферией круга. При многокруговом наружном шлифовании одной или нескольких заготовок подача круга осуществляется перпендикулярно к оси заготовки или под некоторым углом к ней. Выбор способа шлифования определяется типом производства, конструкцией детали, величиной припуска и требованиями к точности и качеству обработки.
По интенсивности съема припуска все операции круглого наружного шлифования подразделяются на обдирочное, предварительное и тонкое шлифование.
Обдирочное шлифование применяют для удаления с заготовок дефектного слоя (толщиной более 1 мм на диаметр) после литья, ковки. штамповки, прокатки. Скорость круга vK = 35/60 м/с и более; точность обработки 8—9-го квалитета, шероховатость обработанной поверхности Ra = 2,5/5 мкм.
Предварительное шлифование выполняют после токарной обработки, но перед термической обработкой заготовки. Скорость круга yK=40/60 м/с; точность обработки 6—9-го квалитета, Ra = 1,2 / 2,5 мкм.
Окончательное шлифование производят после термической обработки заготовки при vK = 35 / 40 м/с. Точность обработки ! 5—6-го квалитета; Ra = 0,2/ 1,2 мкм.
Тонкое шлифование (припуск 0,05—0,1 мм на диаметр) предназначено для обеспечения малой шероховатости поверхности (Ra — 0,025 / 0,1 мкм). В индивидуальном производстве шлифование выполняют обычно за одну операцию, в серийном и массовом — за одну, две и более операций (в зависимости от величины припуска, требований к точности и качеству поверхности). Режимы шлифования приводятся в справочниках.
Установка и крепление заготовок на станке. Для установки
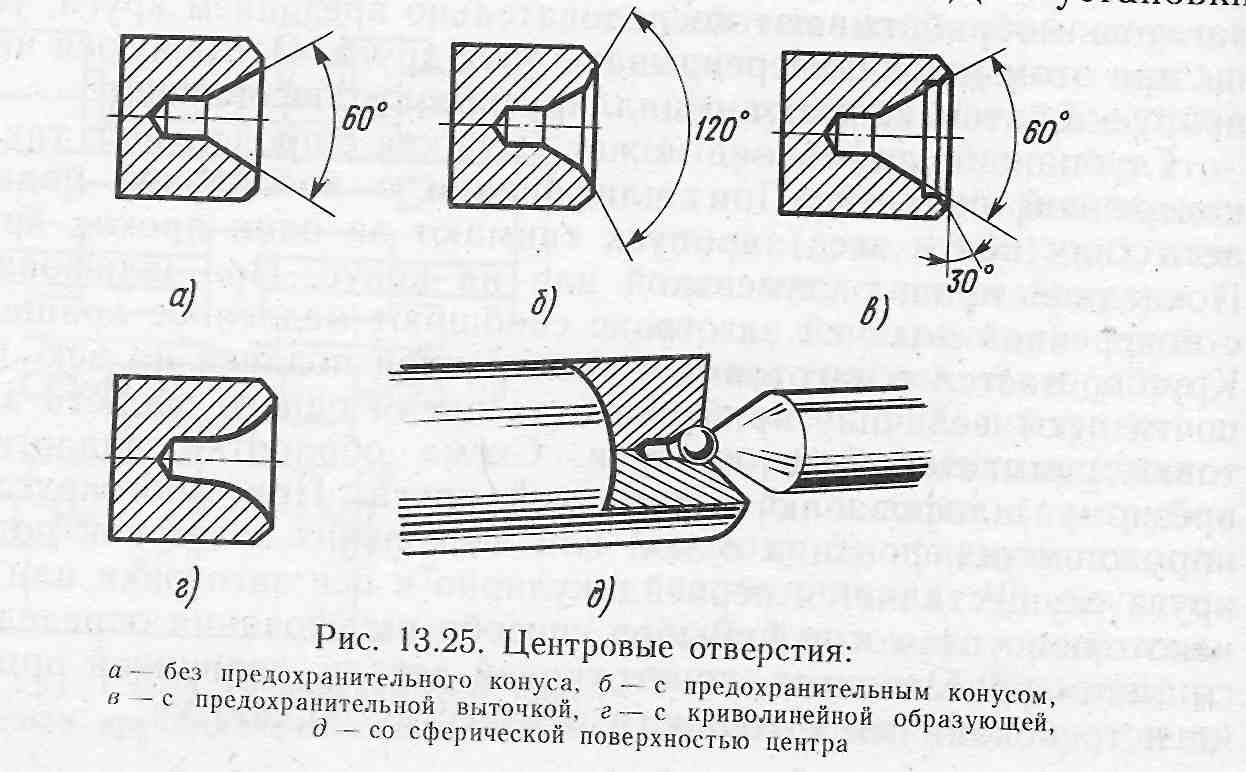
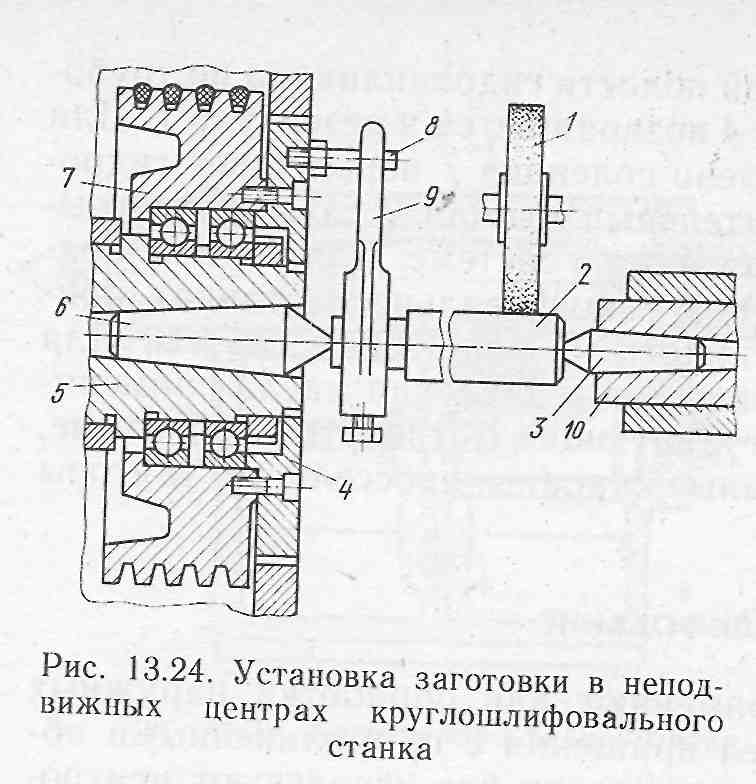
и зажима заготовок при круглом наружном шлифовании используют различные патроны и оправки, поводковые и другие приспособления. Установка заготовки 2 (рис. 13.24) в невращающихся переднем 6 и заднем 3 центрах исключает влияние на точность обработки (кругом 1) подшипников и шпинделя. Центр 6 установлен в коническом отверстии шпинделя 5 передней бабки, а центр 3—в коническом отверстии пиноли 10 задней бабки. Вращение заготовке передается от электродвигателя через шкив 7 клиноременной передачи посредством поводкового диска 4, пальца 8 и хомутика 9. Размеры применяемых центров стандартизованы (их различают по номерам). На торцах заготовки выполняют центровые отверстия (рис. 13.25). Конические поверхности этих отверстий сопрягаются с коническими поверхностями центров 3 и 6. Угол при вершине конуса центрового отверстия обычно равен 60° (рис. 13.25, а). В ряде случаев для предохранения основной посадочной поверхности от повреждений выполняют предохранительный конусе углом 120° (рис. 13.25, б). При повышенных требованиях к точности обработки выполняют цилиндрическую предохранительную выточку (рис. 13.25, в). Для снижения погрешности обработки, повышения точности установки заготовки применяют центровые отверстия с криволинейной образующей (рис. 13.25,2) и сферические отверстия (рис. 13.25, д). Заготовки, имеющие на торце отверстия или выточки диаметром более 15 мм, обрабатывают в грибковых центрах. Центровые
отверстия смазывают для уменьшения трения центров с заготовкой. Длина выступающей части заднего центра должна превышать на 10—12 мм высоту шлифовального круга для обеспечения свободного его выхода из контакта с заготовкой в момент реверсирования продольного перемещения стола. Тяжелые детали и детали с отверстиями, имеющие узкие центровочные фаски, обрабатывают на вращающихся центрах.
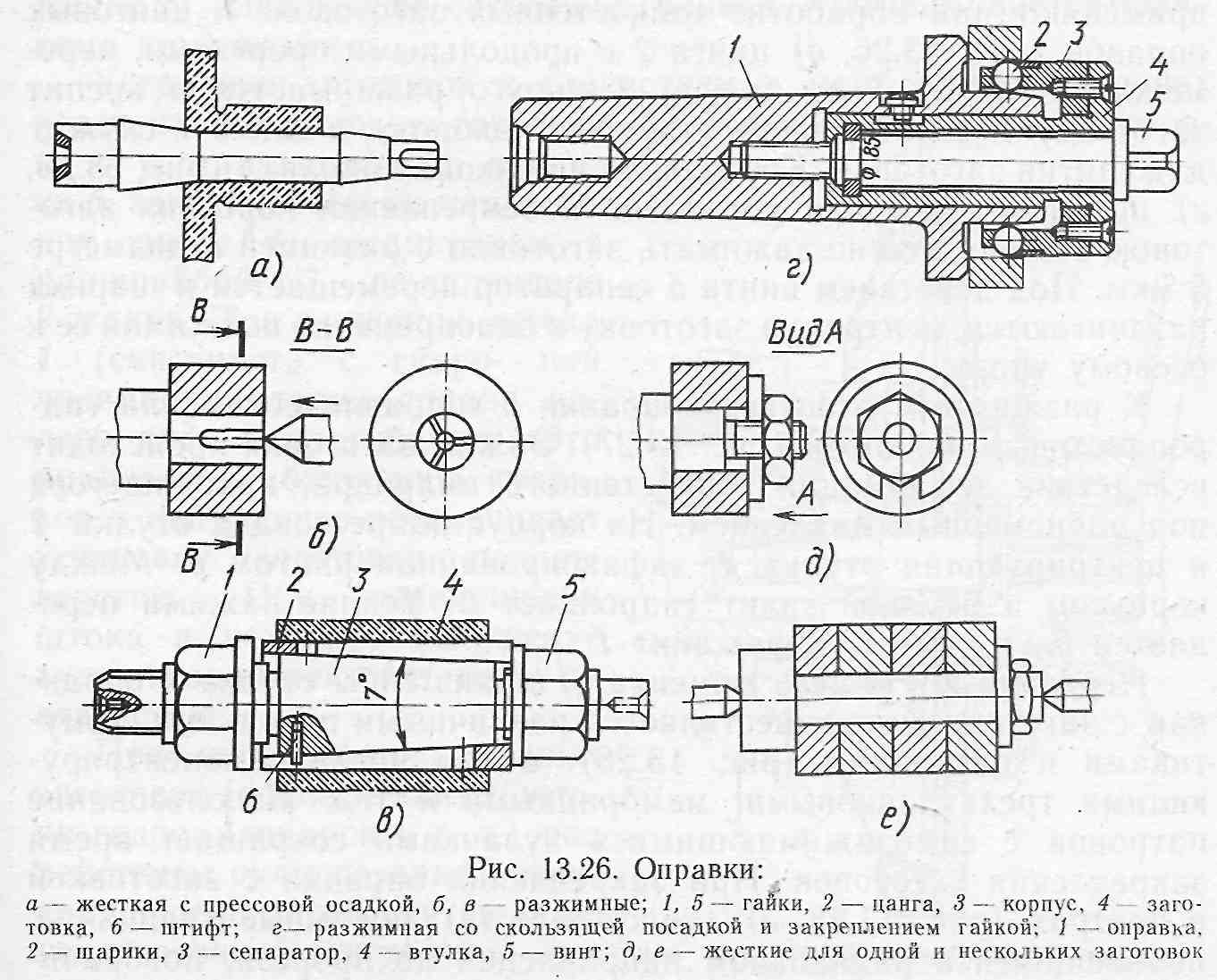
Заготовки с отверстиями шлифуют на оправках. Конструкции оправок разнообразны. По способу крепления на станке оправки подразделяют на центровые (рис. 13.26, а, б, в) и консольные (рис. 13.26, г, д); по способу установки заготовки — на жесткие (рис. 13,26, а, д, е) и разжимные (рис. 13.26, б, в, г). Центровые отверстия оправок должны быть точно обработаны и закалены. Разжимные оправки применяют при обработке тонкостенных заготовок. У цанговых оправок (рис. 13.26, в) цанга 2 с продольными прорезями, перемещаясь гайкой 5 по конусу 3, упруго разжимается и крепит заготовку 4. Штифт препятствует ее повороту, а гайка 1 служит для снятия заготовки. Консольная шариковая оправка (рис. 13.26, г) предназначена для установки и закрепления коротких заготовок. На них можно зажимать заготовки с разницей в диаметре 5 мкм. Под действием винта 5 сепаратор перемещается и шарики раздвигаются, центрируя заготовку и одновременно поджимая ее к осевому упору,
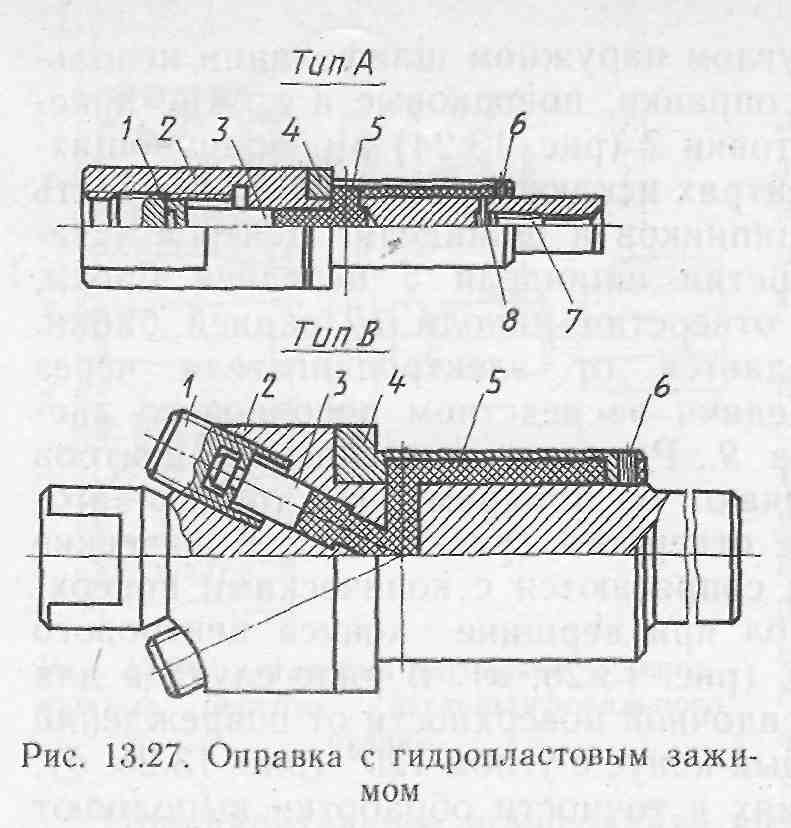
К разжимным относятся оправки с гидравлическим или гидропластовым зажимом (рис. 13.27). Зажим заготовки происходит вследствие деформации тонкостенного цилиндра, находящегося под равномерным давлением. На корпус напрессована втулка 2 и центрирующая втулка 4, зафиксированная винтом 6. Между корпусом и втулкой залит гидропласт 5. Усилие зажима передается плунжером 3 через винт 1.
Передача крутящего момента от планшайбы станка к оправкам с заготовками осуществляется различными поводками, хомутиками и патронами (рис. 13.28), в том числе самоцентрирующими трехкулачковыми, мембранными и т. д. Использование патронов с самозажимающимися кулачками сокращает время закрепления заготовок. При закреплении оправки с заготовкой в центрах (рис. 13.28, г) (положение //) зажимные кулачки 3, перемещаясь в радиальном направлении по прорези, поворачи-

ваются на оси 4 и сжимают пружины 2 и 5. Головка 1 также занимает равновесное положение, так как она может перемещаться по торцовой поверхности патрона в пределах зазоров между отверстиями и болтами 7. В свободном состоянии (положение /) равновесное состояние головки 1 обеспечивается плоскими пружинами 6.
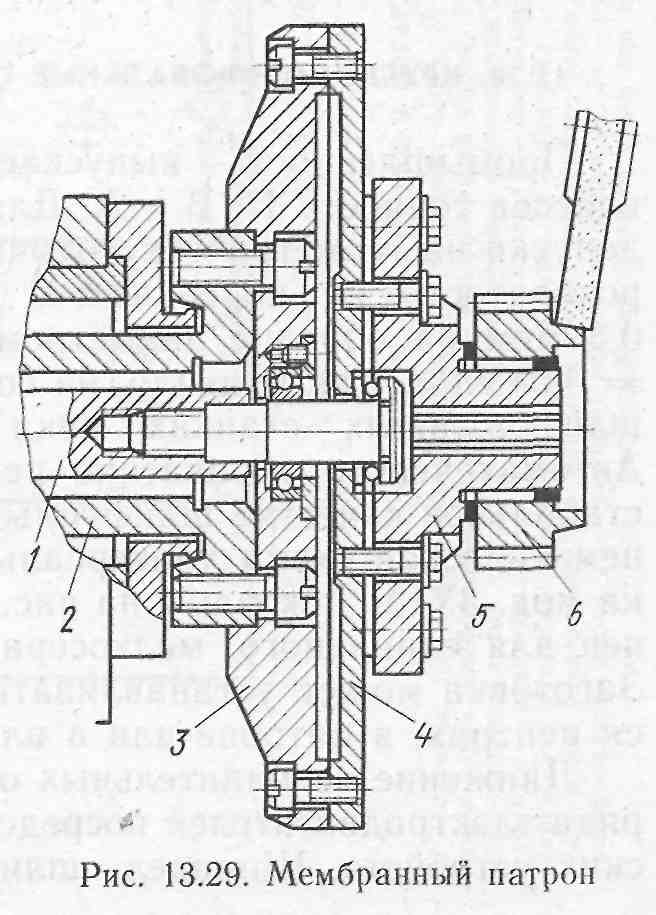
Установка заготовок с отверстием в мембранных патронах обеспечивает высокую точность обработки (рис. 13.29). Заготовку 6 устанавливают на кулачки 5, закрепленные на мембранном диске 4, соединенном с планшайбой 3 на шпинделе 2 станка. При движении штока / (связанного с гидро- или пневмоцилиндром) справа налево диск 4 прогибается. Это приводит к сближению кулачков к центру, что обеспечивает установку заготовки по отверстию. При перемещении штока в исходное положение кулачки зажимают заготовку по отверстию.
При шлифовании длинных заготовок (ходовые винты, штоки гидроцилиндров и т. д.) под действием силы резания возникает прогиб заготовки из-за ее недостаточной жесткости. Для
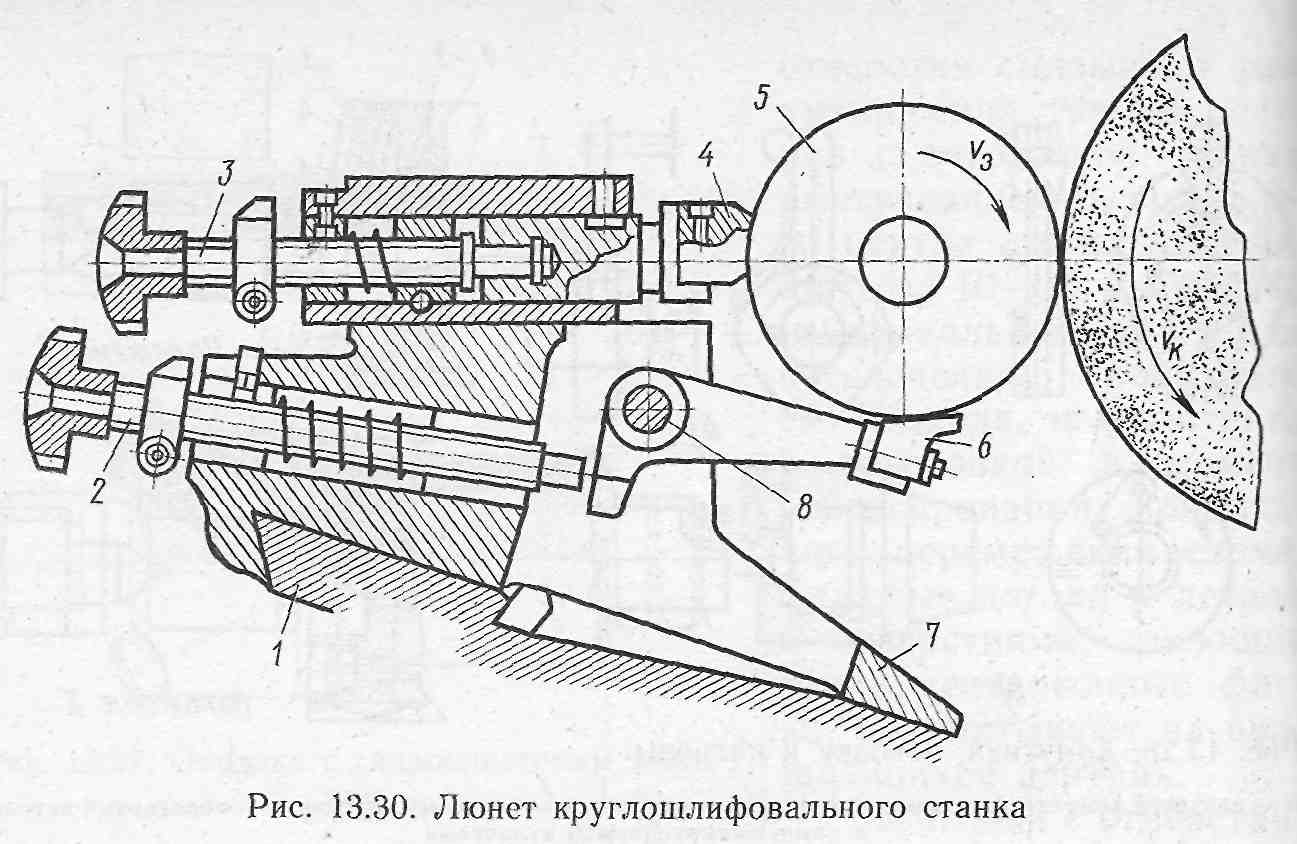
устранения прогиба применяют один или несколько люнетов — дополнительных опор для шлифуемой заготовки. Конструкции люнетов разнообразны. Корпус 7 (рис. 13.30) регулируемого люнета для круглошлифовального станка устанавливают на его столе /. Колодки 4, 6 служат для восприятия радиальной и касательной составляющей силы резания при поддержке заготовки 5. Колодку 4 подводят к заготовке винтом 3, а колодку 6 — винтом 2 и двухплечим рычагом, расположенным на оси 8. Колодки изготовляют из дерева или цветного металла во избежание повреждения шлифуемой поверхности.
Автор - nastia19071991
- Войдите, чтобы оставлять комментарии