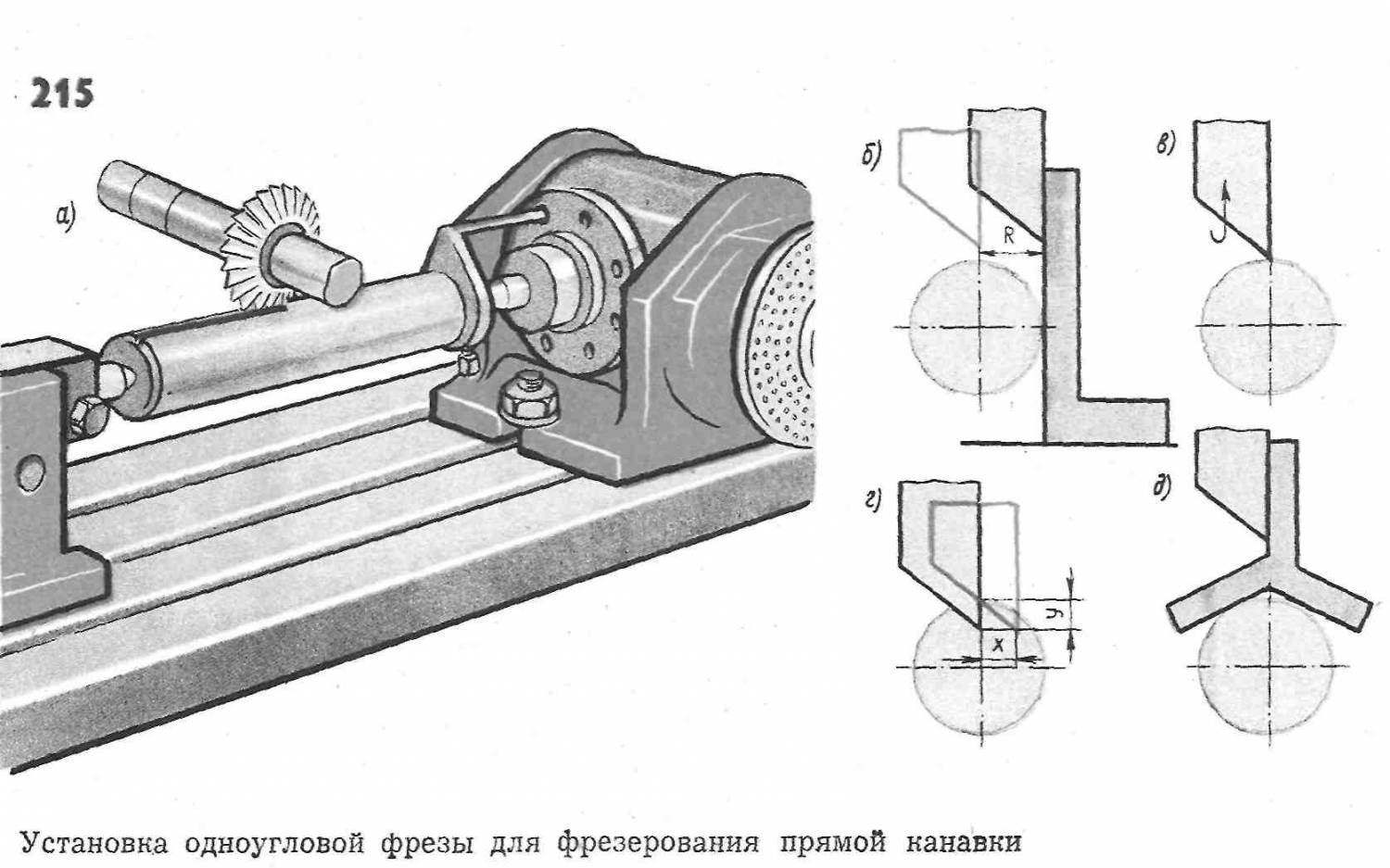
В этом виде фрезерных работ помимо операции деления важным является правильная установка фрезы относительно заготовки. В качестве примера рассмотрим установку одноугловой фрезы для прорезания прямой стружечной канавки режущего инструмента (концевая фреза, развертка, зенкер и др.). При этом требуется, чтобы фреза была углублена в тело заготовки на величину у и смещена вправо от вертикальной оси заготовки на величину х (рис. 215, а). Установка начинается с того, что фреза торцом соприкасается с вертикальной полкой угольника, которая в свою очередь должна иметь касание с заготовкой (рис. 215, б). Затем перемещением поперечных салазок вправо на величину радиуса заготовки R приводят торец фрезы в вертикальную диаметраль-
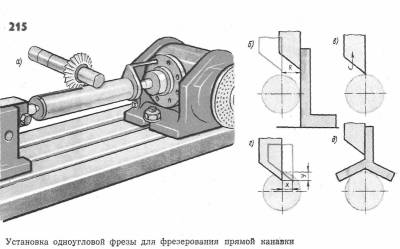
ную плоскость заготовки. На рис. 215, б положение фрезы показано синим. После этого, включив вращение фрезы, поднимают стол станка до тех пор, пока на поверхности заготовки не появится едва заметный след от зубьев фрезы (рис. 215, в). Затем продольным перемещением стола выводят фрезу за пределы заготовки и производят поперечное и вертикальное перемещение стола с заготовкой соответственно на величины х и у (рис. 215, г). Установка фрезы в вертикальной диаметральной плоскости может быть осуществлена при помощи специального центроискателя (рис. 215, д) без угольника.
При симметричном расположении дисковых и концевых фрез относительно оси обрабатываемой заготовки координаты установки фрезы определяют по формулам (4') и (4').
Обычно задается угол а между осями канавок или число канавок. В этих случаях число оборотов рукоятки определяется соответственно по формулам (26) и (33). Если задан шаг t между осями канавок (рис. 216), измеренный по окружности диаметра D, то число оборотов рукоятки п делительной головки с характеристикой 40 определяется по формуле

Перед каждым делением необходимо освободить шпиндель делительной головки, а после каждого деления закрепить его.
Нарезание шлицев производят обычно на шлицефрезерных или зубофрезерных станках шлицевыми червячными фрезами, работающими по методу обкатки (без делительных головок).
§ 50. Фрезерование пазов и шлицев на торцовых поверхностях
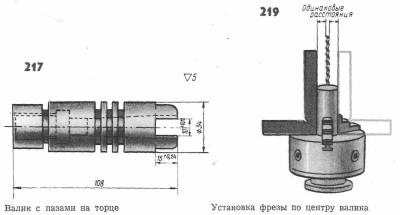
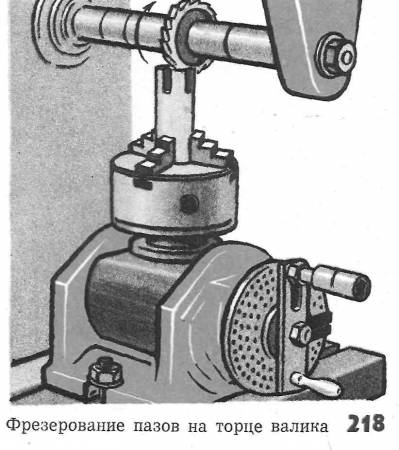
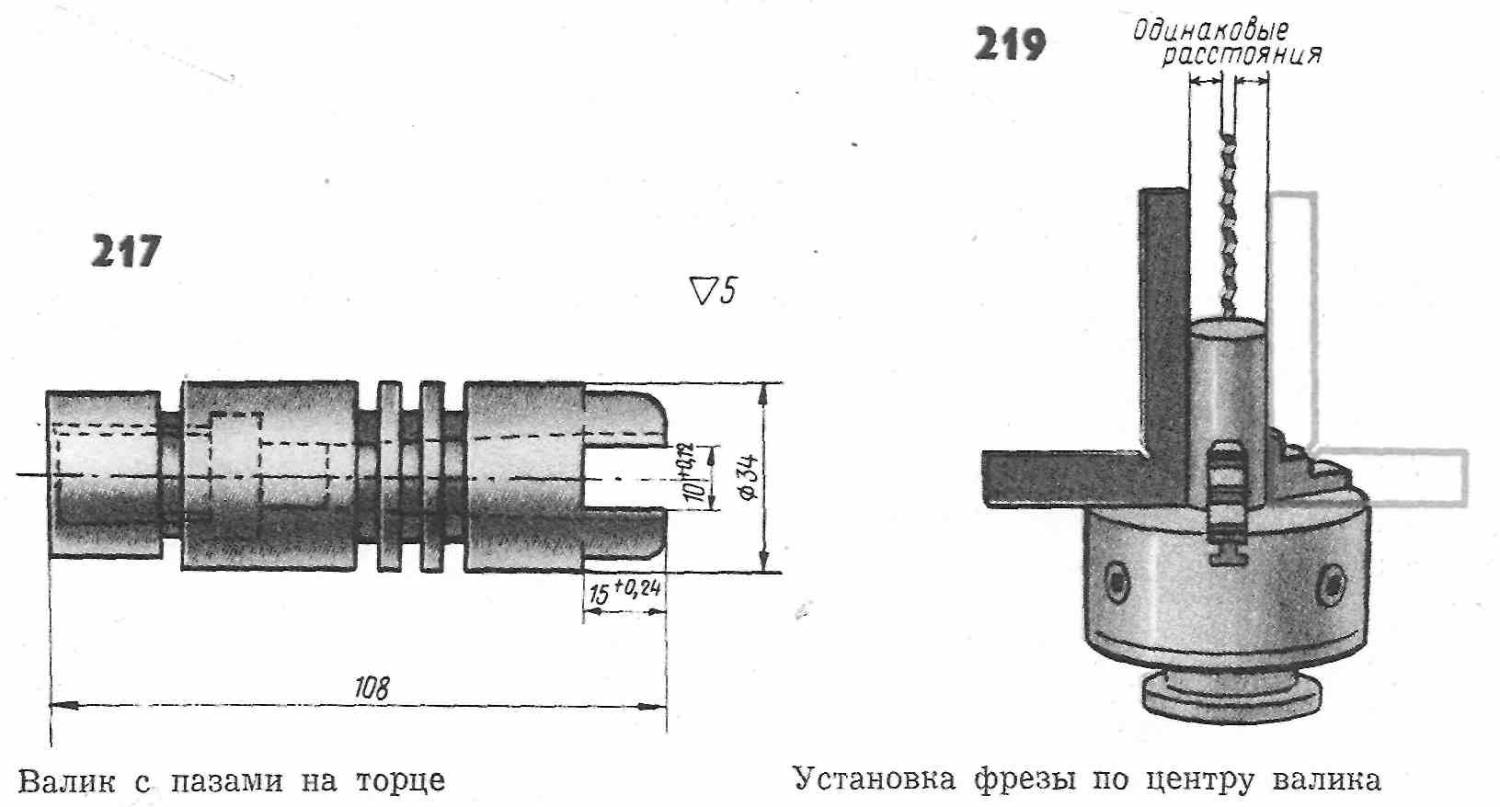
Фрезерование пазов на торцовых поверхностях. у валика (рис. 217) требуется профрезеровать два паза на горизонтально-фрезерном станке в трехкулачковом патроне делительного приспособления или делительной головки, расположив шпиндель головки вертикально (рис. 218).
Для получения точного расположения пазов относительно центра валика надо выбрать фрезу шириной меньше ширины паза. Возьмем дисковую трехстороннюю фрезу с разнонаправленными зубьями (см. рис. 75, в) диаметром D = 80 мм, шириной В = 8 мм, с числом зубьев z = 8 и диаметром отверстия d = 27 мм из быстрорежущей стали Р18.
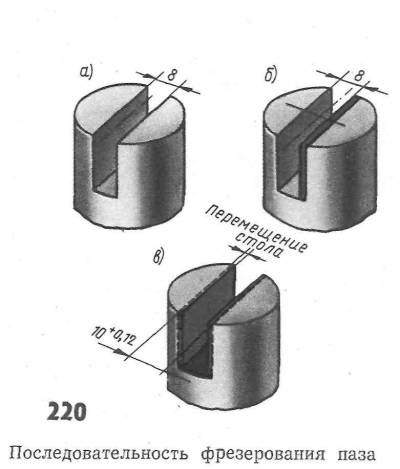
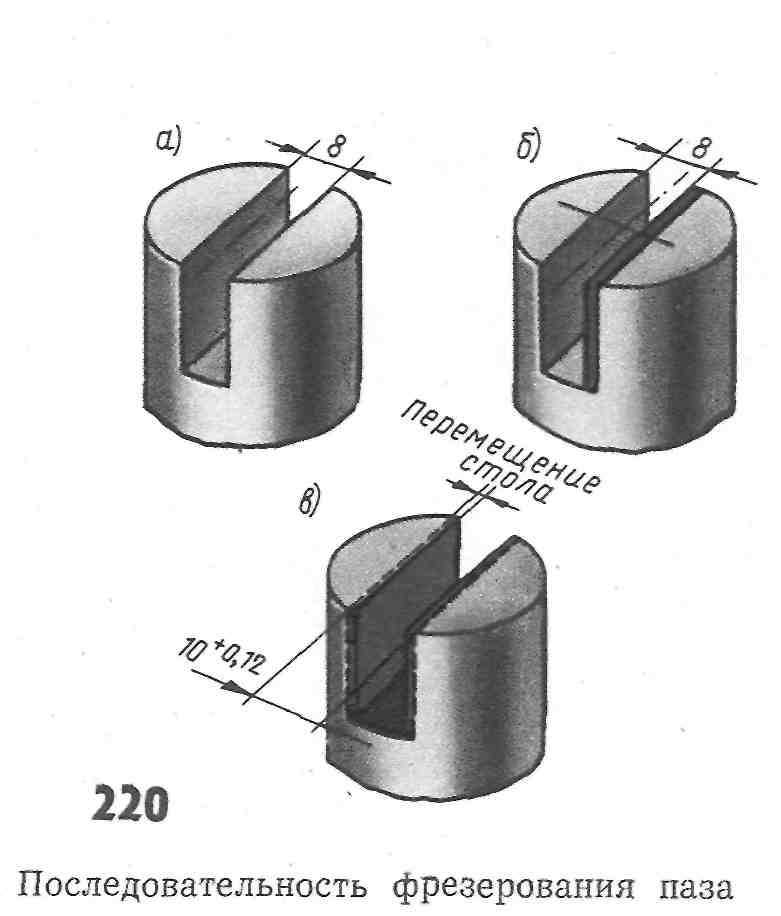
После установки и закрепления заготовки в трехкулачковом патроне производят установку фрезы по центру заготовки при помощи угольника, как показано на рис. 219. Фрезеруют пазы при следующих режимах резания: глубина резания t = 15 мм, ширина фрезерования В= 8 мм, подача на зуб s z=0,03 мм/зуб, скорость резания v = 25 м/мин. По графику (см. рис. 48) определяем ступень чисел оборотов (п = 100 об/мин), а по графику (см. рис. 49) определяем ближайшую минутную подачу (sM = 25 мм/мин). Последовательность фрезерования точных по размеру пазов видна на рис. 220. Сначала фрезеруют на полную глубину резания t = 15 мм первый паз шириной В = 8 мм (рис. 220, а), затем поворачивают шпиндель делительной головки (или делительного приспособления) на 180° и вновь фрезеруют паз по всей длине. В этом случае фреза будет срезать только одну сторону паза (рис. 220, б). После этого производят измерение ширины обработанного паза и перемещают стол с обрабатываемой заготовкой в поперечном направлении на величину, равную половине разности между 10 мм и фактическим размером
паза, и фрезеруют сначала одну сторону паза, затем, повернув шпиндель делительной головки на 180°. •— другую (рис. 220, в) до получения размера 10 мм.
Повернув шпиндель делительной головки (или делительного приспособления) на 90° (четверть оборота), производят фрезерование второго паза. При этом достаточно повторить только два последних прохода.
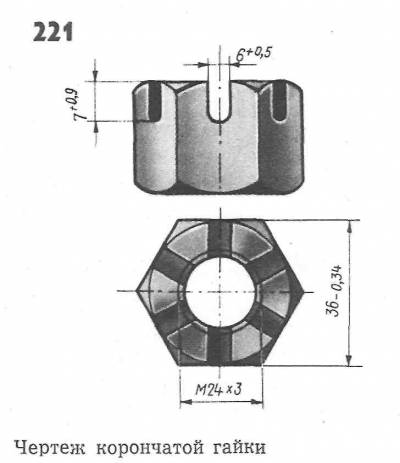
Фрезерование шлицев в корончатой гайке. В корончатой гайке (рис. 221) с резьбой М24хЗ надо профрезеровать шесть шлицев (прорезей) для шплинта. Шлиц имеет размеры: ширина 6+0,5мм, глубина 7 +0'9 мм. Шлицы в корончатых гайках фрезеруют прорезными (шлицевыми) фрезами, так же как и пазы, с той разницей, что каждый шлиц прорезают за один проход.
Установку корончатых гаек можно производить на резьбовых оправках. В массовом производстве фрезерование шлицев в корончатых гайках производят в специальных приспособлениях, а также набором фрез.
Автор - nastia19071991
ную плоскость заготовки. На рис. 215, б положение фрезы показано синим. После этого, включив вращение фрезы, поднимают стол станка до тех пор, пока на поверхности заготовки не появится едва заметный след от зубьев фрезы (рис. 215, в). Затем продольным перемещением стола выводят фрезу за пределы заготовки и производят поперечное и вертикальное перемещение стола с заготовкой соответственно на величины х и у (рис. 215, г). Установка фрезы в вертикальной диаметральной плоскости может быть осуществлена при помощи специального центроискателя (рис. 215, д) без угольника.
При симметричном расположении дисковых и концевых фрез относительно оси обрабатываемой заготовки координаты установки фрезы определяют по формулам (4') и (4').
Обычно задается угол а между осями канавок или число канавок. В этих случаях число оборотов рукоятки определяется соответственно по формулам (26) и (33). Если задан шаг t между осями канавок (рис. 216), измеренный по окружности диаметра D, то число оборотов рукоятки п делительной головки с характеристикой 40 определяется по формуле

Перед каждым делением необходимо освободить шпиндель делительной головки, а после каждого деления закрепить его.
Нарезание шлицев производят обычно на шлицефрезерных или зубофрезерных станках шлицевыми червячными фрезами, работающими по методу обкатки (без делительных головок).
§ 50. Фрезерование пазов и шлицев на торцовых поверхностях
Фрезерование пазов на торцовых поверхностях. у валика (рис. 217) требуется профрезеровать два паза на горизонтально-фрезерном станке в трехкулачковом патроне делительного приспособления или делительной головки, расположив шпиндель головки вертикально (рис. 218).
Для получения точного расположения пазов относительно центра валика надо выбрать фрезу шириной меньше ширины паза. Возьмем дисковую трехстороннюю фрезу с разнонаправленными зубьями (см. рис. 75, в) диаметром D = 80 мм, шириной В = 8 мм, с числом зубьев z = 8 и диаметром отверстия d = 27 мм из быстрорежущей стали Р18.
После установки и закрепления заготовки в трехкулачковом патроне производят установку фрезы по центру заготовки при помощи угольника, как показано на рис. 219. Фрезеруют пазы при следующих режимах резания: глубина резания t = 15 мм, ширина фрезерования В= 8 мм, подача на зуб s z=0,03 мм/зуб, скорость резания v = 25 м/мин. По графику (см. рис. 48) определяем ступень чисел оборотов (п = 100 об/мин), а по графику (см. рис. 49) определяем ближайшую минутную подачу (sM = 25 мм/мин). Последовательность фрезерования точных по размеру пазов видна на рис. 220. Сначала фрезеруют на полную глубину резания t = 15 мм первый паз шириной В = 8 мм (рис. 220, а), затем поворачивают шпиндель делительной головки (или делительного приспособления) на 180° и вновь фрезеруют паз по всей длине. В этом случае фреза будет срезать только одну сторону паза (рис. 220, б). После этого производят измерение ширины обработанного паза и перемещают стол с обрабатываемой заготовкой в поперечном направлении на величину, равную половине разности между 10 мм и фактическим размером

паза, и фрезеруют сначала одну сторону паза, затем, повернув шпиндель делительной головки на 180°. •— другую (рис. 220, в) до получения размера 10 мм.
Повернув шпиндель делительной головки (или делительного приспособления) на 90° (четверть оборота), производят фрезерование второго паза. При этом достаточно повторить только два последних прохода.
Фрезерование шлицев в корончатой гайке. В корончатой гайке (рис. 221) с резьбой М24хЗ надо профрезеровать шесть шлицев (прорезей) для шплинта. Шлиц имеет размеры: ширина 6+0,5мм, глубина 7 +0'9 мм. Шлицы в корончатых гайках фрезеруют прорезными (шлицевыми) фрезами, так же как и пазы, с той разницей, что каждый шлиц прорезают за один проход.
Установку корончатых гаек можно производить на резьбовых оправках. В массовом производстве фрезерование шлицев в корончатых гайках производят в специальных приспособлениях, а также набором фрез.

Автор - nastia19071991
- Войдите, чтобы оставлять комментарии