В резаках для газовой резки нарушение зазора между наружным и внутренним мундштуками влияет на равномерность горения подогревающего пламени. Регулировка зазора требует использования ключей различной конструкции и значительных затрат времени.
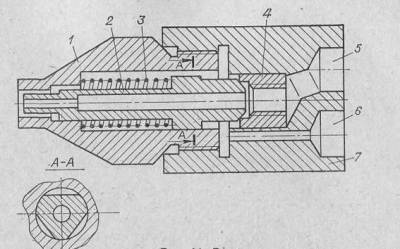
Рис. 66. Разборная газовая головка.
Во Всесоюзном проектно-технологическом институте энергетического машиностроения разработаны две головки для газовой резки и сварки прогрессивной конструкции.
Разборная газовая головка (рис. 66) обеспечивает быструю замену и центрирование внутреннего мундштука 2 относительно наружного мундштука 1. Внутренний мундштук базируется по отверстию наружного мундштука и под действием пружины 3 конусом упирается в уплотняющее кольцо 4. В корпусе 7 резака имеются два канала. По каналу 5 подается кислород, а по каналу 6 — горючий газ.
Кислород в зону резки поступает через отверстие внутреннего мундштука, а горючий газ — по отверстию наружного. Для замены внутреннего мундштука наружный мундштук вывинчивают из корпуса 7.
Годовой экономический эффект от внедрения головки составил на одном рабочем месте 0,5 тыс. рублей.
Головка для резки тонких листов позволяет исключить один из недостатков при резке тонких листов — образование на нижней части трудноудалимого грата. Это достигается подачей кислородной завесы, которая защищает струю кислорода в зоне резки.
Головка (рис. 67) состоит из корпуса 1, внутреннего мундштука 2, установленного в корпусе на резьбе, наружного мундштука 3, который навинчен на внутренний мундштук, и обоймы 4, закрепленной на корпусе.
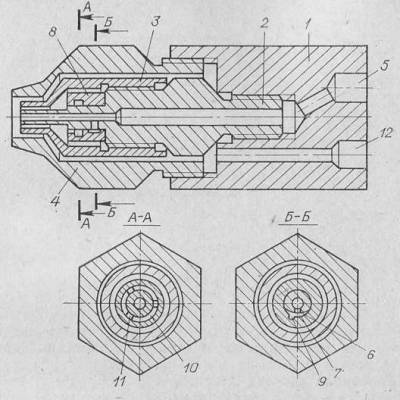
Рис. 67. Головка для резки тонких листов.
Действие головки состоит в следующем. В отверстие внутреннего мундштука через канал 5 подается кислород, который в выходном отверстии делится на режущий кислород и кислород для создания защитной завесы. Режущий кислород проходит по центральному отверстию в зону резки, а защитный через канал 6 в полость 7, образованную между поверхностями седлообразного среза на мундштуке 2 и втулки 8. Далее через канал 9 кислород поступает в кольцевую полость 10 и по пазам 11 через полость между внутренним и наружным мундштуками проходит в зону обработки, образуя защитную рубашку, отделяющую режущий кислород от пламени и окружающего воздуха, и тем самым обеспечивает сохранение чистоты режущего кислорода.
Регулирование скорости подачи защитного кислорода осуществляется поворотом втулки 8: Горючий газ для подогревающего пламени подается через канал 12 в кольцевую полость между наружным мундштуком и обоймой и проходит в зону обработки.
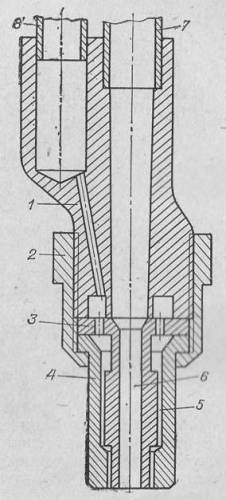
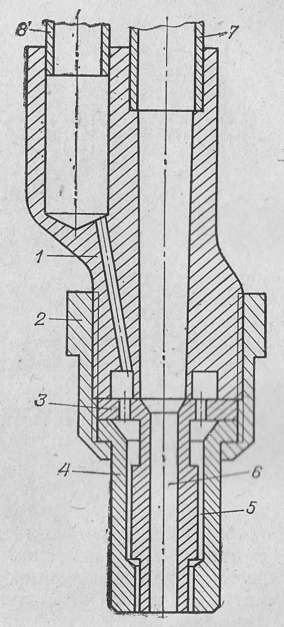
Риг. 68. Головка с самоцентрирующимися мундштуками.
Внедрение газового резака, оснащенного описанной головкой, позволило повысить эффективность газорезательных установок и получить годовой экономический эффект 0,5—0,8 тыс. рублей.
Головка с самоцентрирующимися мундштуками предложена новатором К. С. Малковым. Она может быть успешно использована обычных газовых резаках для ручной резки.
В корпусе головки 1 (рис. 68) выполнены два канала, в которые впаяны трубка для подачи режущего кислорода 7 и трубка 8 для подачи горючей смеси. Гайкой 2 к корпусу одновременно присоединяются внутренний 3 и наружный 4 мундштуки. Внутренний мундштук установлен в отверстие наружного мундштука и центрируется в нем цилиндрическими поверхностями. Горючая смесь поступает в зону резки через полости 5, образованные между гранями внутреннего мундштука и внутренней цилиндрической поверхностью наружного мундштука. Режущий кислород поступает по центральному отверстию 6 внутреннего мундштука.
Благодаря хорошему центрированию мундштуков достигается симметричность кольцевого пламени относительно режущей струи кислорода, что повышает качество реза.
Универсальные мундштуки для газовых резаков разработаны и внедрены в проектно-технологическом бюро Главленавтотранса.
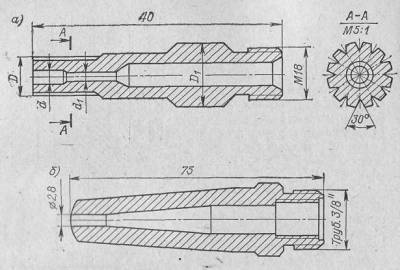
Рис. 69. Самоцентрирующиеся мундштуки:
а — внутренний; б — наружный.
Внутренний мундштук, показанный на рис. 69, а, не требует центрирования. На поверхности внутреннего мундштука с диаметром D нарезаны равномерно по всей окружности канавки (шлицы), а наружный диаметр D1 внутреннего мундштука равен внутреннему диаметру наружного мундштука. Таким образом, суммарный зазор между наружным и внутренним мундштуками определяется размером канавок и в процессе обработки не изменяется.
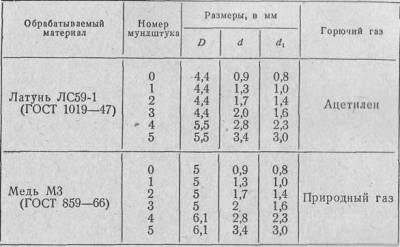
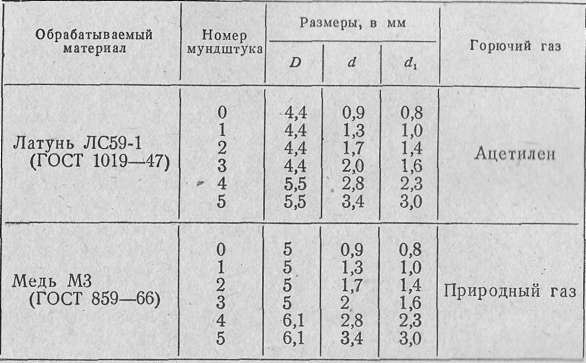
Размеры выходных отверстий мундштуков зависят от обрабатываемого материала и вида горючего газа (табл. 5). V.
Наружный мундштук, показанный на рис. 69,б, позволяет быстро перенастроить резак на газовую горелку. Для этого в мундштуке дополнительно нарезана наружная резьба. Для перенастройки с газового резака необходимо снять наружный и внутренний мундштуки, а вместо них поставить данный мундштук. В процессе работы вентиль режущего кислорода должен находиться в закрытом состоянии.
Внутренний мундштук прост в изготовлении и удобен в работе.
Таблица 5 Рекомендуемые размеры выходных отверстий мундштуков
Автор - svarka
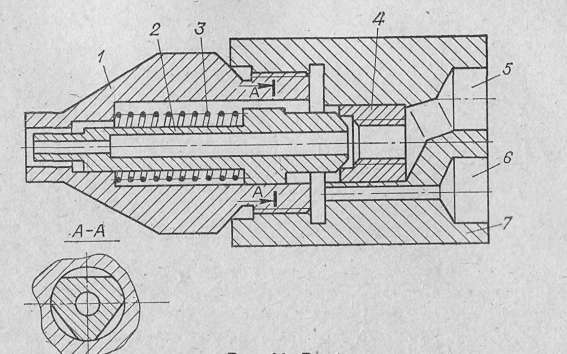
Рис. 66. Разборная газовая головка.
Во Всесоюзном проектно-технологическом институте энергетического машиностроения разработаны две головки для газовой резки и сварки прогрессивной конструкции.
Разборная газовая головка (рис. 66) обеспечивает быструю замену и центрирование внутреннего мундштука 2 относительно наружного мундштука 1. Внутренний мундштук базируется по отверстию наружного мундштука и под действием пружины 3 конусом упирается в уплотняющее кольцо 4. В корпусе 7 резака имеются два канала. По каналу 5 подается кислород, а по каналу 6 — горючий газ.
Кислород в зону резки поступает через отверстие внутреннего мундштука, а горючий газ — по отверстию наружного. Для замены внутреннего мундштука наружный мундштук вывинчивают из корпуса 7.
Годовой экономический эффект от внедрения головки составил на одном рабочем месте 0,5 тыс. рублей.
Головка для резки тонких листов позволяет исключить один из недостатков при резке тонких листов — образование на нижней части трудноудалимого грата. Это достигается подачей кислородной завесы, которая защищает струю кислорода в зоне резки.
Головка (рис. 67) состоит из корпуса 1, внутреннего мундштука 2, установленного в корпусе на резьбе, наружного мундштука 3, который навинчен на внутренний мундштук, и обоймы 4, закрепленной на корпусе.
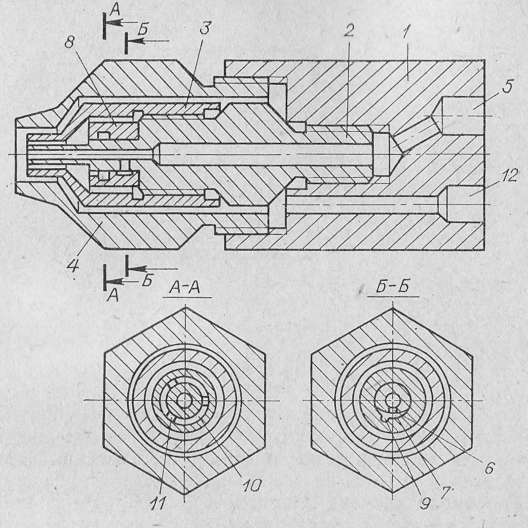
Рис. 67. Головка для резки тонких листов.
Действие головки состоит в следующем. В отверстие внутреннего мундштука через канал 5 подается кислород, который в выходном отверстии делится на режущий кислород и кислород для создания защитной завесы. Режущий кислород проходит по центральному отверстию в зону резки, а защитный через канал 6 в полость 7, образованную между поверхностями седлообразного среза на мундштуке 2 и втулки 8. Далее через канал 9 кислород поступает в кольцевую полость 10 и по пазам 11 через полость между внутренним и наружным мундштуками проходит в зону обработки, образуя защитную рубашку, отделяющую режущий кислород от пламени и окружающего воздуха, и тем самым обеспечивает сохранение чистоты режущего кислорода.
Регулирование скорости подачи защитного кислорода осуществляется поворотом втулки 8: Горючий газ для подогревающего пламени подается через канал 12 в кольцевую полость между наружным мундштуком и обоймой и проходит в зону обработки.
Риг. 68. Головка с самоцентрирующимися мундштуками.
Внедрение газового резака, оснащенного описанной головкой, позволило повысить эффективность газорезательных установок и получить годовой экономический эффект 0,5—0,8 тыс. рублей.
Головка с самоцентрирующимися мундштуками предложена новатором К. С. Малковым. Она может быть успешно использована обычных газовых резаках для ручной резки.
В корпусе головки 1 (рис. 68) выполнены два канала, в которые впаяны трубка для подачи режущего кислорода 7 и трубка 8 для подачи горючей смеси. Гайкой 2 к корпусу одновременно присоединяются внутренний 3 и наружный 4 мундштуки. Внутренний мундштук установлен в отверстие наружного мундштука и центрируется в нем цилиндрическими поверхностями. Горючая смесь поступает в зону резки через полости 5, образованные между гранями внутреннего мундштука и внутренней цилиндрической поверхностью наружного мундштука. Режущий кислород поступает по центральному отверстию 6 внутреннего мундштука.
Благодаря хорошему центрированию мундштуков достигается симметричность кольцевого пламени относительно режущей струи кислорода, что повышает качество реза.
Универсальные мундштуки для газовых резаков разработаны и внедрены в проектно-технологическом бюро Главленавтотранса.
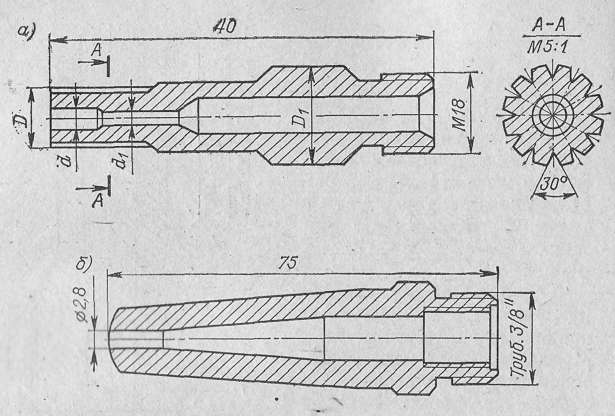
Рис. 69. Самоцентрирующиеся мундштуки:
а — внутренний; б — наружный.
Внутренний мундштук, показанный на рис. 69, а, не требует центрирования. На поверхности внутреннего мундштука с диаметром D нарезаны равномерно по всей окружности канавки (шлицы), а наружный диаметр D1 внутреннего мундштука равен внутреннему диаметру наружного мундштука. Таким образом, суммарный зазор между наружным и внутренним мундштуками определяется размером канавок и в процессе обработки не изменяется.
Размеры выходных отверстий мундштуков зависят от обрабатываемого материала и вида горючего газа (табл. 5). V.
Наружный мундштук, показанный на рис. 69,б, позволяет быстро перенастроить резак на газовую горелку. Для этого в мундштуке дополнительно нарезана наружная резьба. Для перенастройки с газового резака необходимо снять наружный и внутренний мундштуки, а вместо них поставить данный мундштук. В процессе работы вентиль режущего кислорода должен находиться в закрытом состоянии.
Внутренний мундштук прост в изготовлении и удобен в работе.
Таблица 5 Рекомендуемые размеры выходных отверстий мундштуков
Автор - svarka
- Войдите, чтобы оставлять комментарии