Раздел I
универсальные — для выполнения разнообразных операций на деталях широкой номенклатуры; используются главным образом в единичном или мелкосерийном производстве и на ремонтных работах (станки, предназначенные для особо широкого диапазона работ, называют широкоуниверсальными);
специализированные, предназначенные для изготовления группы деталей, сходных по конфигурации, но отличающиеся размерами;
специальные — для изготовления одной определенной детали.
Специализированные и специальные станки используются в крупносерийном и массовом производстве.
По степени.точности станки делят на пять классов: нормальной точности (Н), к нему относится большинство универсальных станков; повышенной точности (П), изготовляемые на базе станков нормальной точности, но при повышенных требованиях к точности обработки ответственных деталей станка и качеству сборки и регулировки; высокой точности (В), достигаемой за счет специальной конструкции отдельных узлов, высоких требований к точности изготовления деталей, к качеству сборки и регулировки узлов станка в целом; особо высокой точности (А), при их изготовлении предъявляются еще более жесткие требования, чем при изготовлении станков класса В и особо точные (С) станки, иначе мастер-станки. Точность работы станков класса В, А и С достигается при эксплуатации их в помещениях с постоянными, автоматически регулируемыми температурой и влажностью.
По степени автоматизации различают механизированные и автоматизированные станки, в том числе автоматы и полуавтоматы.
Механизированный станок имеет одну автоматизированную операцию, например, зажим заготовки или подачу инструмента. Автомат, осуществляя обработку, производит все рабочие и вспомогательные движения цикла и повторяет их без участия рабочего, который лишь наблюдает за работой станка, контролирует качество обработки и при необходимости подналаживает станок, т.е. регулирует его для восстановления достигнутых при наладке точности взаимного расположения инструмента и заготовки, качества обрабатываемой детали. (Под циклом технологической операции понимают интервал календарного времени от начала до конца периодически повторяющейся технологической операции независимо от числа одновременно изготавливаемых деталей). Полуавтомат — станок, работающий с автоматическим циклом, для повторения которого требуется вмешательство рабочего. Например, рабочий должен снять деталь и установить заготовку, а затем включить станок для автоматической работы в следующем цикле.
По расположению шпинделя станки делятся на горизонтальные, вертикальные, наклонные и комбинированные.
В зависимости от массы различают станки легкие (до 1т), средние (до 10 т) и тяжелые (свыше 10 т), среди которых можно выделить особо тяжелые или уникальные (более 100 т).
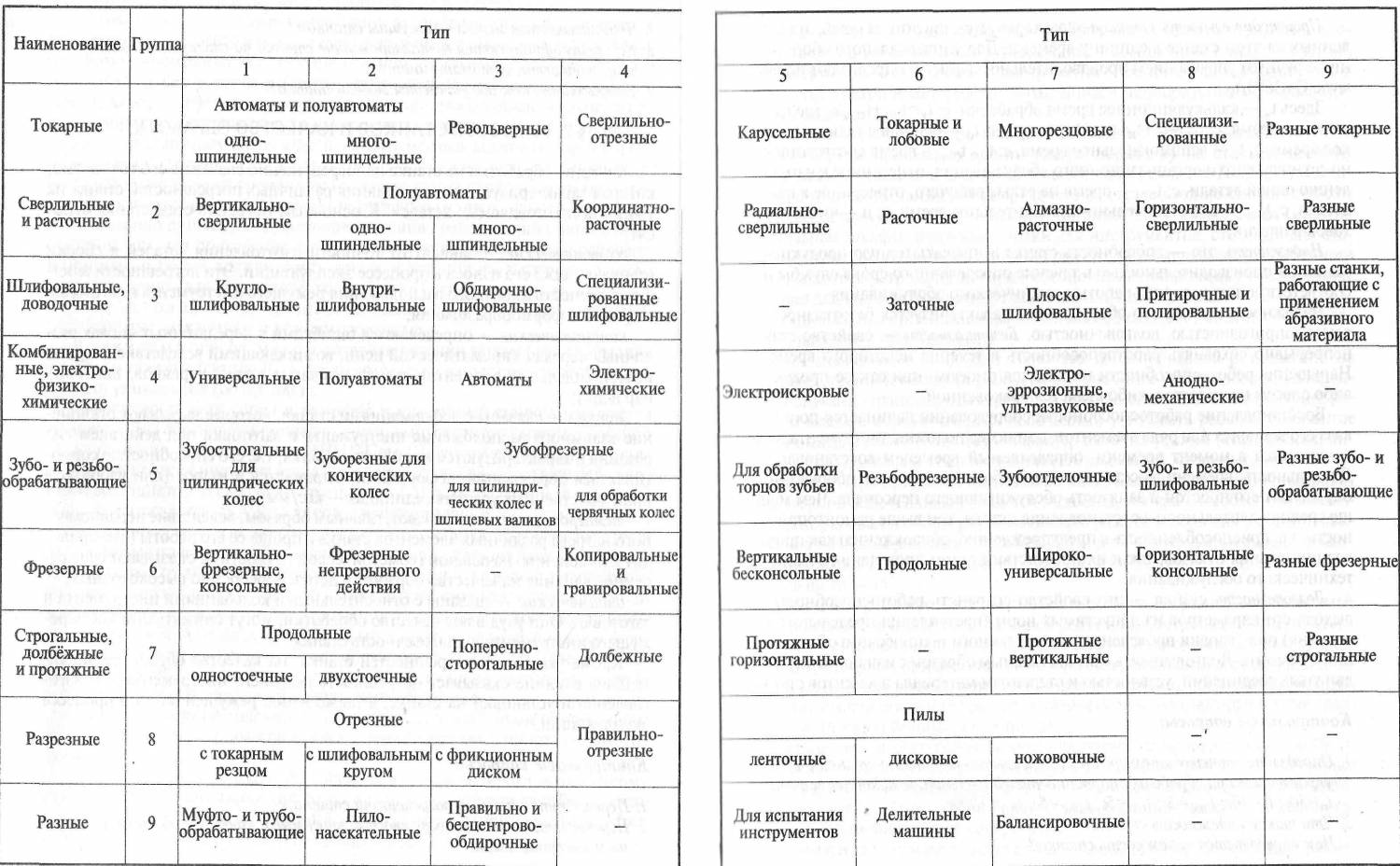
Совокупность всех типов и размеров выпускаемых станков называется типажом. Для обозначения модели станка, выпускаемого серийно, принята классификация, разработанная ЭНИМСом (Экспериментальный научно-исследовательский институт металлорежущих станков), в соответствии с которой все станки делят на девять групп (табл. 1.1). Каждая группа, в свою очередь, подразделяется на девять типов, характеризующих назначение станка, его компоновку и другие особенности. Модель станка обозначается тремя или четырьмя цифрами с добавлением в некоторых случаях букв. Первая цифра указывает группу станка, вторая — тип, третья и четвертая характеризуют один из важнейших параметров станка. Буква, стоящая после первой или второй цифры, указывает на модернизацию основной базовой модели станка, а буква после основных трех или четырех цифр — на модификацию базовой модели (в том числе по точности обработки и системе управления). Например, 2Р135Ф2 означает, что это станок вертикально-сверлильный (вторая группа, первый тип), модернизированный (Р — оснащен шестишпиндельной револьверной головкой), 35 — максимальный диаметр сверления; Ф2 — станок оснащен позиционной системой числового программного управления.
Для обозначения станков специальных и специализированных каждому станкостроительному заводу присвоен индекс из одной или двух букв, после которого ставится регистрационный номер станка. Например, МК — Московское станкостроительное АО «Красный пролетарий» и т.д.
Автор - nastia19071991
ОСНОВЫ ОБРАБОТКИ НА СТАНКАХ
Металлорежущим станком (или более обще — станком) называют технологическую машину, на которой путем снятия стружки с заготовки получают деталь с заданными размерами, формой, со взаимным расположением поверхностей и их шероховатостью. Кроме металлических заготовок, на станках обрабатывают также детали из других материалов, поэтому термин «металлорежущие станки» устаревает и становится условным. При этом заготовкой называют предмет труда, из которого изменением формы, размеров и свойств поверхности изготовляют деталь. Последняя представляет из себя продукт труда — изделие, предназначенное для реализации (в основном производстве) или для собственных нужд предприятия (во вспомогательном производстве).Классификация металлорежущих станков
Станки могут быть классифицированы по разным признакам, так по степени специализации они относятся к одной из следующих групп:универсальные — для выполнения разнообразных операций на деталях широкой номенклатуры; используются главным образом в единичном или мелкосерийном производстве и на ремонтных работах (станки, предназначенные для особо широкого диапазона работ, называют широкоуниверсальными);
специализированные, предназначенные для изготовления группы деталей, сходных по конфигурации, но отличающиеся размерами;
специальные — для изготовления одной определенной детали.
Специализированные и специальные станки используются в крупносерийном и массовом производстве.
По степени.точности станки делят на пять классов: нормальной точности (Н), к нему относится большинство универсальных станков; повышенной точности (П), изготовляемые на базе станков нормальной точности, но при повышенных требованиях к точности обработки ответственных деталей станка и качеству сборки и регулировки; высокой точности (В), достигаемой за счет специальной конструкции отдельных узлов, высоких требований к точности изготовления деталей, к качеству сборки и регулировки узлов станка в целом; особо высокой точности (А), при их изготовлении предъявляются еще более жесткие требования, чем при изготовлении станков класса В и особо точные (С) станки, иначе мастер-станки. Точность работы станков класса В, А и С достигается при эксплуатации их в помещениях с постоянными, автоматически регулируемыми температурой и влажностью.
По степени автоматизации различают механизированные и автоматизированные станки, в том числе автоматы и полуавтоматы.
Механизированный станок имеет одну автоматизированную операцию, например, зажим заготовки или подачу инструмента. Автомат, осуществляя обработку, производит все рабочие и вспомогательные движения цикла и повторяет их без участия рабочего, который лишь наблюдает за работой станка, контролирует качество обработки и при необходимости подналаживает станок, т.е. регулирует его для восстановления достигнутых при наладке точности взаимного расположения инструмента и заготовки, качества обрабатываемой детали. (Под циклом технологической операции понимают интервал календарного времени от начала до конца периодически повторяющейся технологической операции независимо от числа одновременно изготавливаемых деталей). Полуавтомат — станок, работающий с автоматическим циклом, для повторения которого требуется вмешательство рабочего. Например, рабочий должен снять деталь и установить заготовку, а затем включить станок для автоматической работы в следующем цикле.
По расположению шпинделя станки делятся на горизонтальные, вертикальные, наклонные и комбинированные.
В зависимости от массы различают станки легкие (до 1т), средние (до 10 т) и тяжелые (свыше 10 т), среди которых можно выделить особо тяжелые или уникальные (более 100 т).
Совокупность всех типов и размеров выпускаемых станков называется типажом. Для обозначения модели станка, выпускаемого серийно, принята классификация, разработанная ЭНИМСом (Экспериментальный научно-исследовательский институт металлорежущих станков), в соответствии с которой все станки делят на девять групп (табл. 1.1). Каждая группа, в свою очередь, подразделяется на девять типов, характеризующих назначение станка, его компоновку и другие особенности. Модель станка обозначается тремя или четырьмя цифрами с добавлением в некоторых случаях букв. Первая цифра указывает группу станка, вторая — тип, третья и четвертая характеризуют один из важнейших параметров станка. Буква, стоящая после первой или второй цифры, указывает на модернизацию основной базовой модели станка, а буква после основных трех или четырех цифр — на модификацию базовой модели (в том числе по точности обработки и системе управления). Например, 2Р135Ф2 означает, что это станок вертикально-сверлильный (вторая группа, первый тип), модернизированный (Р — оснащен шестишпиндельной револьверной головкой), 35 — максимальный диаметр сверления; Ф2 — станок оснащен позиционной системой числового программного управления.
Для обозначения станков специальных и специализированных каждому станкостроительному заводу присвоен индекс из одной или двух букв, после которого ставится регистрационный номер станка. Например, МК — Московское станкостроительное АО «Красный пролетарий» и т.д.
Автор - nastia19071991
- Войдите, чтобы оставлять комментарии