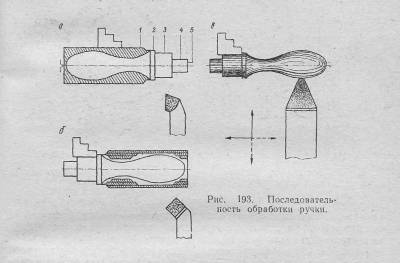
В единичном производстве обработку фасонных поверхностей, особенно большой длины, часто выполняют наиболее доступным способом — проходными резцами при одновременном использовании продольной и поперечной подачи. Практическое осуществление этого способа рассмотрим на примере изготовления ручки (рис. 193).
У заготовки, закрепленной в патроне за черновую базу 1, проходным упорным резцом вначале подрезают торец. 5 и последовательно обтачивают поверхности 2, 3, 4 (рис. 193, а). Затем ее переустанавливают в патроне и закрепляют за чистовую базу — поверхность 3. Проходным отогнутым резцом фасонному участку придают приближенную ступенчатую форму (рис. 193, б). Оставшийся припуск удаляют чистовым двусторонним резцом (рис. 193, в) за несколько проходов при одновременном перемещении резца в продольном и поперечном направлениях. Для этого пользуются маховичками продольной и поперечной подач суппорта.
Чтобы на обработанной поверхности не осталось рисок, продольная подача должна выполняться равномерно, без остановок.
Профиль детали периодически контролируют шаблоном на просвет. Длинные поверхности при достаточных навыках обрабатывают с механической продольной подачей и ручной поперечной.
Рассмотренный способ получения фасонных поверхностей малопроизводительный и не обеспечивает высокой чистоты обработки. Поэтому после такой обработки детали обычно полируют шлифовальной шкуркой (см. гл. IX).
Автор - nastia19071991
У заготовки, закрепленной в патроне за черновую базу 1, проходным упорным резцом вначале подрезают торец. 5 и последовательно обтачивают поверхности 2, 3, 4 (рис. 193, а). Затем ее переустанавливают в патроне и закрепляют за чистовую базу — поверхность 3. Проходным отогнутым резцом фасонному участку придают приближенную ступенчатую форму (рис. 193, б). Оставшийся припуск удаляют чистовым двусторонним резцом (рис. 193, в) за несколько проходов при одновременном перемещении резца в продольном и поперечном направлениях. Для этого пользуются маховичками продольной и поперечной подач суппорта.
Чтобы на обработанной поверхности не осталось рисок, продольная подача должна выполняться равномерно, без остановок.

Профиль детали периодически контролируют шаблоном на просвет. Длинные поверхности при достаточных навыках обрабатывают с механической продольной подачей и ручной поперечной.
Рассмотренный способ получения фасонных поверхностей малопроизводительный и не обеспечивает высокой чистоты обработки. Поэтому после такой обработки детали обычно полируют шлифовальной шкуркой (см. гл. IX).
Автор - nastia19071991
- Войдите, чтобы оставлять комментарии