Эти условия обеспечиваются надлежащей установкой и выверкой заготовок на станке, применением соответствующих резцов, приемов работы и режимов резания.
Установка заготовок на станке. Обработку торцов в большин-
стве случаев выполняют о установкой заготовок в патроне. При необходимости их выверяют на отсутствие биения цилиндрической поверхности, а у заготовок типа дисков — торца. Выверку ведут способами, рассмотренными ранее в § 1, п. 4 данной главы.
Подрезание торца длинных заготовок, диаметр которых превышает диаметр отверстия шпинделя, выполняют с установкой в патроне и центре либо в центрах. При этом в пиноль задней бабки устанавливают упорный полуцентр. Такие же' заготовки иногда подрезают при установке в патроне и дополнительном опорном приспособлении — неподвижном люнете (см. гл. XIII, рис. 240, а).
Чтобы исключить непроизводительную потерю времени на выполнение пробных проточек и измерения при обработке каждой детали из партии, заготовкам придают постоянное продольное положение на станке одним из способов, ранее рассмотренных по рис. 48.
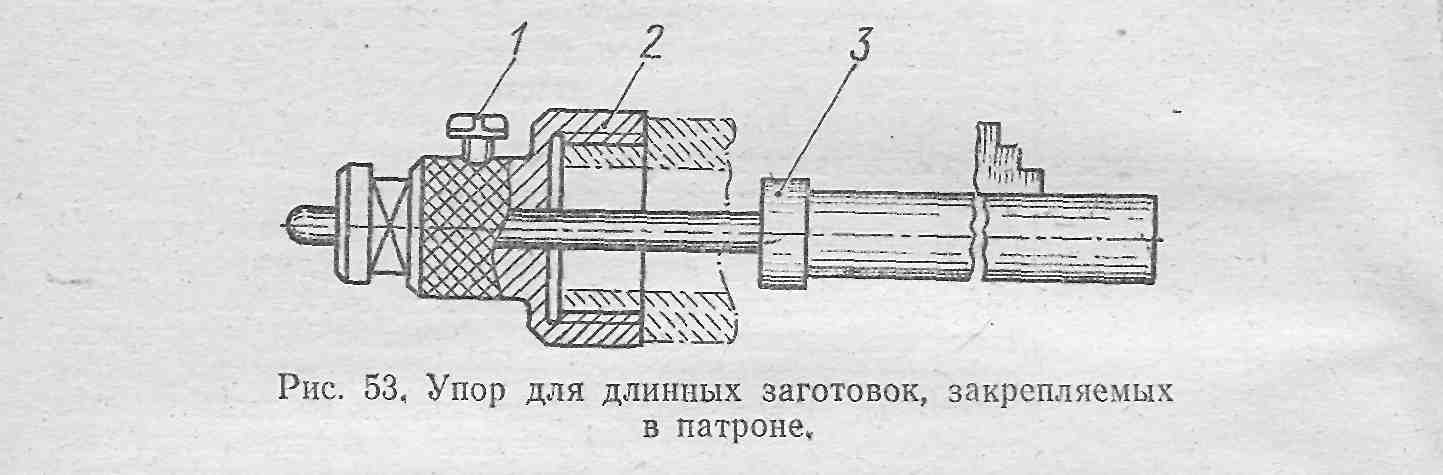
Для длинных заготовок, пропускаемых в отверстие шпинделя, можно воспользоваться регулируемым упором 3 (рис. 53). Его устанавливают на заднем резьбовом конце шпинделя при помощи специальной гайки 2, регулируют на требуемую длину заготовки и фиксируют винтом 1.
При подрезании высоких уступов заготовки устанавливают на станке теми же способами, что и при обтачивании цилиндрических поверхностей (см. рис. 26).
Применяемые резцы и установка их на станке. Для обработки торцов и высоких уступов применяют специально предназначенные для таких работ подрезные резцы с главным углом в плане ф = = 95—100° (рис. 54, а). Открытые торцы можно подрезать проходными отогнутыми резцами (рис. 54, б), имеющими более массивную головку и, следовательно, более высокую стойкость.
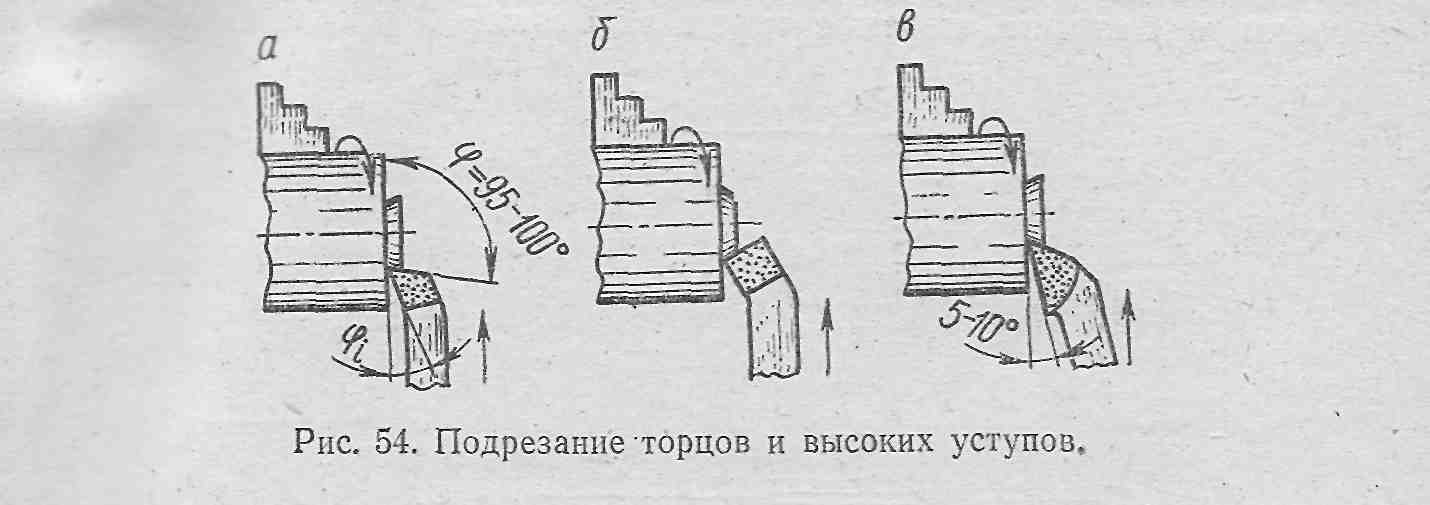
При универсальных токарных работах подрезание торцов и высоких уступов часто выполняют проходными упорными резцами.
Для этого их располагают наклонно к обрабатываемой поверхности под углом 5—10° (рис. 54, в).
Резцы для обработки торцов и уступов устанавливают и прочно закрепляют в резцедержателе суппорта с наименьшим вылетом (не более 1,5 высоты стержня). Вершину резца располагают строго на уровне оси центров станка.
Приемы подрезания. Поверхности торцов и высоких уступов , обычно обрабатывают поперечной подачей резца от наружной поверхности к центру заготовки. Их расположение по длине получают установкой резца на требуемый размер. Для этого ручной подачей выполняют пробную проточку, измеряют положение полученного уступа относительно других поверхностей детали, а затем по результату измерения подают резец на необходимый размер по лимбу продольной подачи. Все последующие заготовки из партии, если они занимают постоянное продольное положение на станке, обрабатывают без пробных измерений, используя нулевую настройку лимба, выполненную при подрезании первой заготовки из партии.
Во всех случаях, когда главная режущая кромка резца расположена под углом к обрабатываемому торцу, возникает осевая сила, стремящаяся отжать резец в сторону. При подрезании с большой глубиной резания и подачей эта сила становится значительной, способной сдвинуть суппорт продольно, если работа ведется с ручной подачей. В результате обработанная поверхность получится неплоской с повышенной шероховатостью. Суппорт в этом случае следует удерживать от сдвига маховичком продольной подачи или закрепить зажимным винтом на станине.
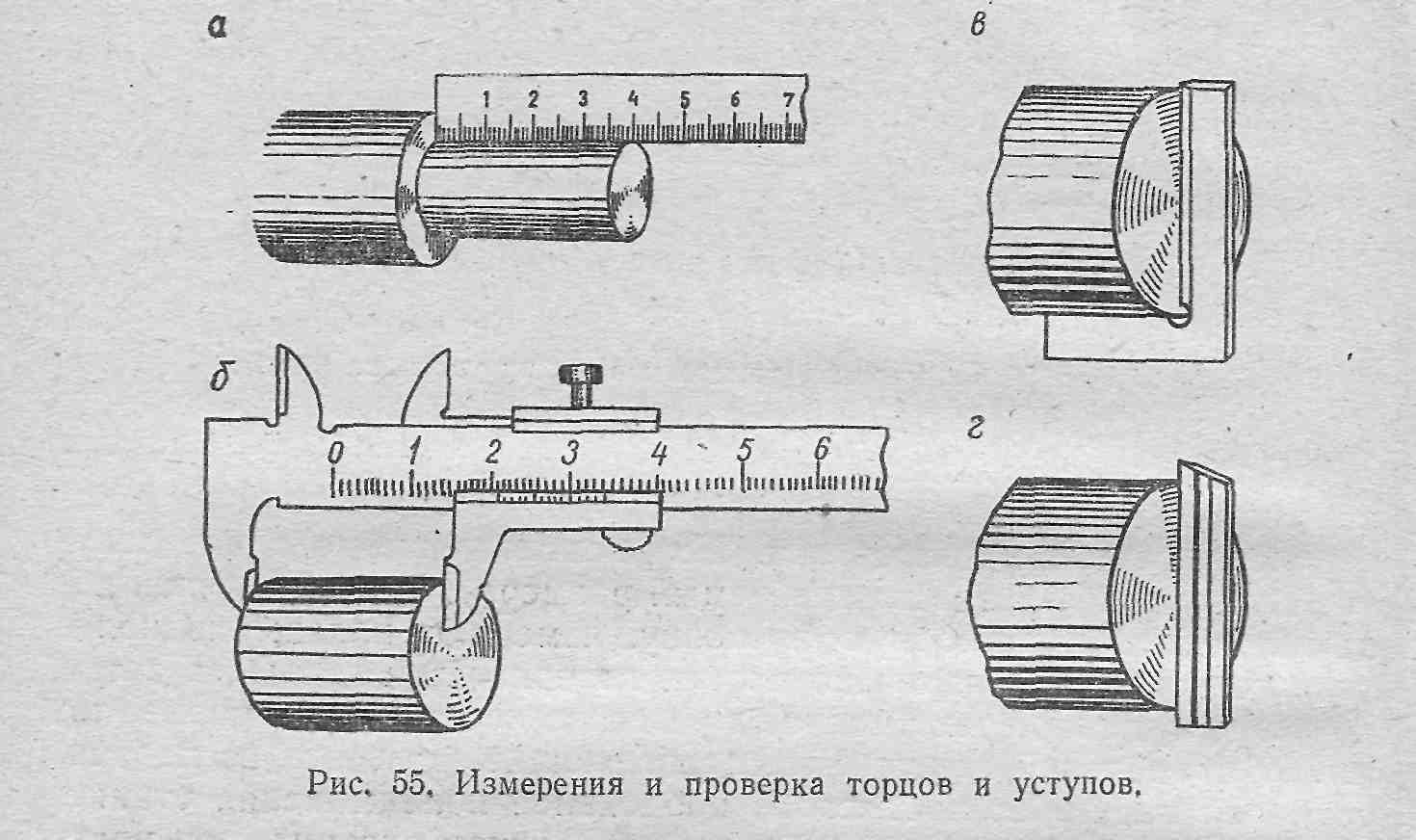
Измерения торцов и уступов. Расположение рассматриваемых поверхностей по длине детали измеряют линейкой или штангенциркулем (рис. 55, а и б). При этом измерительные инструменты устанавливают строго параллельно оси детали. Перпендикулярность торца к оси наружной поверхности проверяют угольником (рис. 55, в), плоскостность—лекальной линейкой на просвет (рис. 55, г). Чистоту обработанной поверхности определяют сравнением с эталонами чистоты (см. рис. 43).
Режим резания. Для ориентировочного установления режима резания при обработке торцов и уступов можно пользоваться значениями его элементов для наружного точения (см. табл. 1).
Брак при подрезании торцов и уступов. Возможны следующие виды брака:
1. Часть поверхности осталась необработанной.
Причины: недостаточный припуск, неправильная установка заготовки в патроне, перекос торца заготовки относительно ее оси.
Предупредить этот брак можно проверкой размеров и формы заготовок перед обработкой, надлежащей выверкой их положения в патроне.
2. Неточное расположение торца или уступа по длине детали. Причины: неточность измерений, неправильные приемы пользования лимбом. Избежать этих погрешностей можно более внимательным обращением с измерительным инструментом, выбором люфта при пользовании лимбом.
3. Неплоскостность обработанной поверхности. Причины: большая глубина резания и подача, нежесткое крепление резца. Брак предупреждается устранением указанных причин и может быть исправлен дополнительным чистовым проходом.
4. Торец или уступ не перпендикулярны к оси детали. Основная причина—установка заготовки с перекосом в патроне. Брак устраняется выверкой положения заготовки на станке.
5. Недостаточная чистота обработки. Причины: осевое биение шпинделя, завышение глубины резания и подачи, мал радиус закругления вершины резца, нежесткое его крепление, работа тупым резцом, увеличенные зазоры в направляющих суппорта. Брак устраняется регулировкой подшипников шпинделя или ремонтом станка, правильной и своевременной заточкой резца, уменьшением глубины резания и подачи, регулировкой клиньев в направляющих салазок суппорта.
Автор - nastia19071991
- Войдите, чтобы оставлять комментарии