Ряд приспособлений для подачи электродной порошковой проволоки разработан в ленинградском филиале Всесоюзного института по проектированию организаций энергетического строительства «Оргэнергострой» новаторами В. В. Воробьевым, А. С. Симашко, С. 3. Ашем и В. М. Пигольцем.
В известных механизмах подача проволоки осуществляется двумя зубчатыми колесами, имеющими по диаметру седловидные канавки. Сварочная проволока, пропущенная между колесами, прижимается одним из них к другому при помощи пружины. Надежность этих механизмов невысока, кроме того, в ряде случаев проволока сминается.
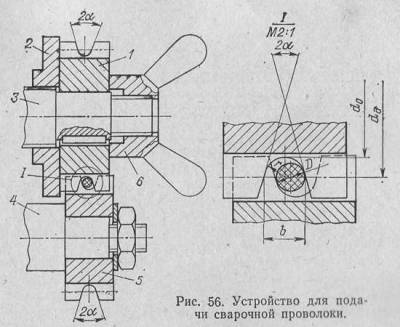
Рис. 56. Устройство для пода чи сварочной проволоки.
Регулируемое приспособление (рис. 56) обеспечивает подачу порошковой проволоки разного диаметра, исключая ее смятие. Особенность приспособления в том, что колесо 1, установленное на валу 3, может сдвигаться в осевом направлении относительно колеса 5, жестко закрепленного на валу 4. Это достигается с помощью гайки 2 и прижима 6.
Канавки на колесах имеют седловидную форму с размерами, определяемыми по формулам:
(1,1-*-1,2) D, мм; г=(0,55-*-0,6) D, мм; d0=dA—b, мм,
где b — ширина канавки на диаметре делительной окружности колеса, мм;
r — радиус скругления канавки, мм;
d0—диаметр окружности впадины канавки, мм;
dд — диаметр делительной окружности колеса, мм;
D — наибольший диаметр подаваемой проволоки, мм.
Угол 2а канавки выбирается равным 30°.
Настройку приспособления следует производить в такой последовательности:
1) ослабить прижим 6, после чего с помощью гайки
2 колесо 1 установить так, чтобы центр его канавки совпал с плоскостью, проходящей через центр канавки на колесе 5;
2) пропустить проволоку между колесами и, вращая гайку 2 и прижим 6, сместить колесо 1 до упругого контакта поверхностей канавок с подаваемой проволокой;
3) прижимом 6 зафиксировать колесо 1, поджимая его к гайке 2.
При вращении колес их зубья будут поочередно воздействовать на проволоку, что улучшает условия ее подачи.
Приспособление с зубчатым диском уменьшает проскальзывание электродной порошковой проволоки при ее подаче. Такое проскальзывание, приводящее к неравномерной подаче проволоки, имеет место, если движение проволоки создается с помощью двух роликов с гладкими радиусными канавками.
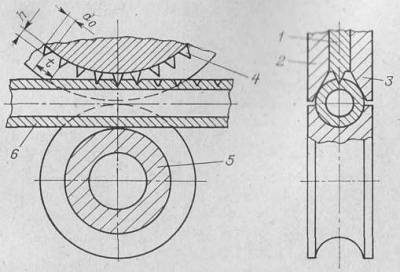
Рис. 57. Устройство для подачи порошковой сварочной проволоки.
В предложенном приспособлении (рис. 57) нижний ролик 5 цельный и имеет гладкую кольцевую канавку, а верхний ролик сборный и состоит из диска 1, имеющего зубцы 4, и двух дисков 2 и 3. В сборе все три диска образуют трапецеидальную канавку.
Перед началом сварки электродную проволоку 6 пропускают между роликами в направляющий канал горелки. После этого, перемещая верхний ролик на нижний, прижимают верхний ролик до вдавливания зубцов в металлическую оболочку проволоки. Затем включают привод устройства подачи и подают проволоку по направляющему каналу в зону дуги и начинают процесс сварки.
Внедрение приспособления позволило устранить остановки процесса сварки из-за смятия или раскрытия проволоки,' уменьшить расход проволоки, связанный с устранением дефектных участков и ее перезарядкой, снизить износ направляющих и токосъемных каналов мундштуков и повысить к. п. д. механизма подачи на 15—25%.
Шланг для подачи электродной проволоки показан на рис. 58. Он обладает рядом преимуществ перед существующими, которые сложны в изготовлении и имеют недостаточную поперечную упругость, что при малых радиусах изгиба шланга повышает сопротивление проталкиванию проволоки.
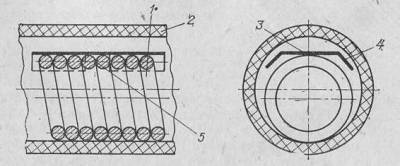
Рис. 58. Шланговый провод для подачи электродной проволоки.
Предложенный шланг имеет резиновую оболочку 2, проволочную спираль 1 и пружинную стальную ленту 3 с отгибами 4 по краям. Через каждые 10—15 см в ленте выполнены вырезы 5, создающие зоны малой жесткости ленты. Такой шланг обладает повышенной упругостью, так как его изгиб возможен в местах вырезов в сторону, противоположную отбортовке ленты.
Автор - svarka
В известных механизмах подача проволоки осуществляется двумя зубчатыми колесами, имеющими по диаметру седловидные канавки. Сварочная проволока, пропущенная между колесами, прижимается одним из них к другому при помощи пружины. Надежность этих механизмов невысока, кроме того, в ряде случаев проволока сминается.
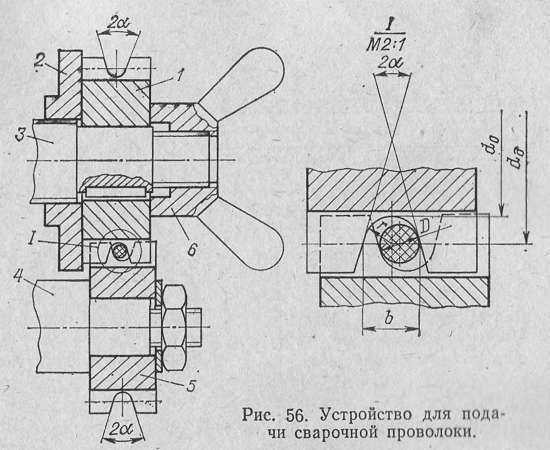
Рис. 56. Устройство для пода чи сварочной проволоки.
Регулируемое приспособление (рис. 56) обеспечивает подачу порошковой проволоки разного диаметра, исключая ее смятие. Особенность приспособления в том, что колесо 1, установленное на валу 3, может сдвигаться в осевом направлении относительно колеса 5, жестко закрепленного на валу 4. Это достигается с помощью гайки 2 и прижима 6.
Канавки на колесах имеют седловидную форму с размерами, определяемыми по формулам:
(1,1-*-1,2) D, мм; г=(0,55-*-0,6) D, мм; d0=dA—b, мм,
где b — ширина канавки на диаметре делительной окружности колеса, мм;
r — радиус скругления канавки, мм;
d0—диаметр окружности впадины канавки, мм;
dд — диаметр делительной окружности колеса, мм;
D — наибольший диаметр подаваемой проволоки, мм.
Угол 2а канавки выбирается равным 30°.
Настройку приспособления следует производить в такой последовательности:
1) ослабить прижим 6, после чего с помощью гайки
2 колесо 1 установить так, чтобы центр его канавки совпал с плоскостью, проходящей через центр канавки на колесе 5;
2) пропустить проволоку между колесами и, вращая гайку 2 и прижим 6, сместить колесо 1 до упругого контакта поверхностей канавок с подаваемой проволокой;
3) прижимом 6 зафиксировать колесо 1, поджимая его к гайке 2.
При вращении колес их зубья будут поочередно воздействовать на проволоку, что улучшает условия ее подачи.
Приспособление с зубчатым диском уменьшает проскальзывание электродной порошковой проволоки при ее подаче. Такое проскальзывание, приводящее к неравномерной подаче проволоки, имеет место, если движение проволоки создается с помощью двух роликов с гладкими радиусными канавками.
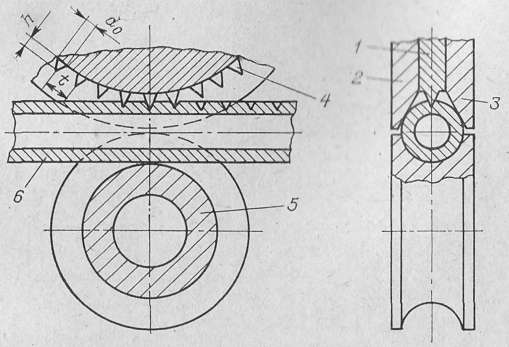
Рис. 57. Устройство для подачи порошковой сварочной проволоки.
В предложенном приспособлении (рис. 57) нижний ролик 5 цельный и имеет гладкую кольцевую канавку, а верхний ролик сборный и состоит из диска 1, имеющего зубцы 4, и двух дисков 2 и 3. В сборе все три диска образуют трапецеидальную канавку.
Перед началом сварки электродную проволоку 6 пропускают между роликами в направляющий канал горелки. После этого, перемещая верхний ролик на нижний, прижимают верхний ролик до вдавливания зубцов в металлическую оболочку проволоки. Затем включают привод устройства подачи и подают проволоку по направляющему каналу в зону дуги и начинают процесс сварки.
Внедрение приспособления позволило устранить остановки процесса сварки из-за смятия или раскрытия проволоки,' уменьшить расход проволоки, связанный с устранением дефектных участков и ее перезарядкой, снизить износ направляющих и токосъемных каналов мундштуков и повысить к. п. д. механизма подачи на 15—25%.
Шланг для подачи электродной проволоки показан на рис. 58. Он обладает рядом преимуществ перед существующими, которые сложны в изготовлении и имеют недостаточную поперечную упругость, что при малых радиусах изгиба шланга повышает сопротивление проталкиванию проволоки.

Рис. 58. Шланговый провод для подачи электродной проволоки.
Предложенный шланг имеет резиновую оболочку 2, проволочную спираль 1 и пружинную стальную ленту 3 с отгибами 4 по краям. Через каждые 10—15 см в ленте выполнены вырезы 5, создающие зоны малой жесткости ленты. Такой шланг обладает повышенной упругостью, так как его изгиб возможен в местах вырезов в сторону, противоположную отбортовке ленты.
Автор - svarka
- Войдите, чтобы оставлять комментарии