§ 1. Понятие о технологическом процессе
В предыдущих главах отдельно рассматривались различные виды токарных работ. Приступая к полному изготовлению детали, токарь должен четко представить себе последовательность и способы обработки ее поверхностей, выбрать способы закрепления заготовок, предусмотреть необходимые приспособления и инструменты, выбрать рациональные режимы резания. Весь этот комплекс вопросов определяет содержание технологического процесса.
Применительно к токарной обработке технологическим процессом называется определенная последовательность действий токаря и станка, направленных на превращение заготовки в готовую деталь.
В большинстве случаев полное изготовление деталей совершается на различных металлорежущих станках (токарных, фрезерных, шлифовальных и др.), а ряд из них проходит также термическую обработку. Поэтому в пределах цеха или участка технологический процесс может включать различные виды работ, последовательно выполняемых над заготовкой до превращения ее в готовую деталь.
Технологический процесс является основой организации и планирования участка, цеха и завода в целом. Он должен обеспечивать необходимое качество обработки в соответствии с требованиями рабочего чертежа, а также высокую производительность труда при наименьших материальных затратах. Отсюда вытекает важное требование к технологическому процессу: в нем должны быть предусмотрены наиболее передовые, высокопроизводительные способы обработки, соответствующие современному уровню развития техники производства.
§ 2. Элементы технологического процесса
Технологический процесс делят на части, или элементы: операции, установки, переходы и проходы, отличающиеся между собой объемом выполняемых работ.
Операцией называется часть технологического процесса, непрерывно выполняемая на одном станке по обработке одной или одновременно нескольких деталей. Новая операция начинается, когда рабочий, закончив одну и ту же часть обработки у всей партии деталей, переходит к их дальнейшей обработке.
Количество операций в технологическом процессе зависит от сложности детали и величины изготавливаемой партии. Так, напри¬мер, если токарь обрабатывает только одну деталь на одном станке, то все действия над ней будут составлять одну операцию. Если же эта деталь обрабатывается последовательно на нескольких станках, то технологический процесс будет состоять из соответствующего им количества операций.
При изготовлении деталей партиями нерационально производить непрерывную полную обработку каждой отдельной детали, а затем переходить к обработке следующей. В. этом случае более выгодно сначала обработать только одну часть поверхностей у всех деталей, а затем перестроить станок и приступить к обработке другой части поверхностей и т. д. В данном примере технологический процесс будет состоять из нескольких операций, каждая из которых выполняется за отдельную установку на станке.
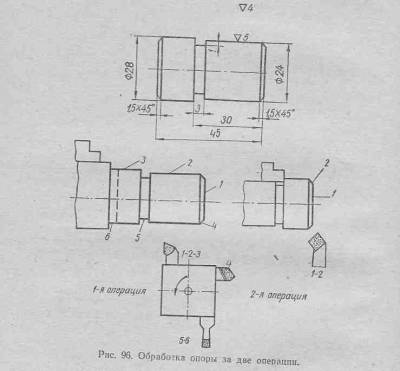
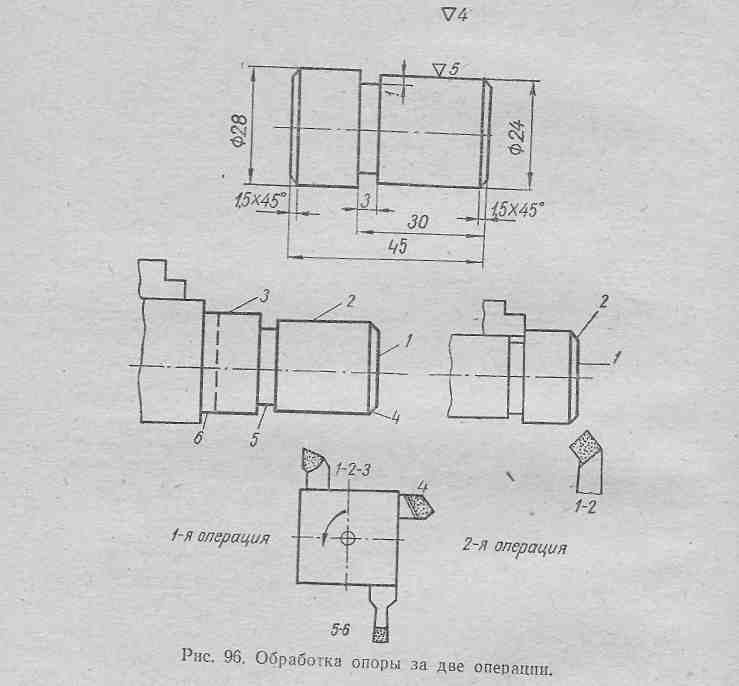
На рис. 96 показан пример токарной обработки небольшой партии деталей — опор. Заготовка — круглый стальной прокат диаметром 32 мм.
В 1-й операции длинная заготовка пропускается в отверстие шпинделя и закрепляется в патроне с вылетом из кулачков на одну
деталь. Обработка выполняется в порядке простановки цифр: подрезка торца, обточка участков ступенчатой поверхности до диаметров 24 и 28 мм, проточка фаски, выточка канавки и отрезка с при¬пуском по длине. Резцы установлены в резцедержателе соответственно последовательности обработки.
Во 2-й операции заготовка закрепляется в патроне и опирается уступом в
кулачки. Производится подрезка второго торца и проточка фаски.
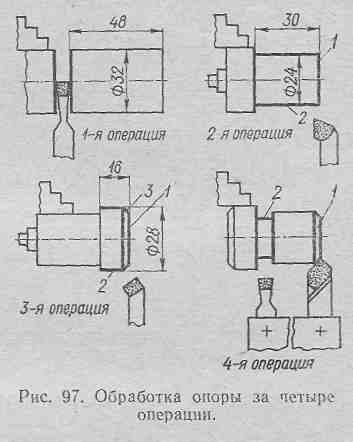
Последовательность изготовления более крупной партии этих же деталей за четыре операции показана на рис. 97.
В 1-й операции от прутка отрезается заготовка на одну деталь.
Во 2-й операции заготовку закрепляют в патроне и опирают торцом в шпиндельный упор. Проходным упорным резцом подрезают торец и обтачивают поверхность диаметром 24 мм на длину 30 мм.
В 3-й операции подрезают второй торец, обтачивают поверхность диаметром 28 мм и протачивают фаску.
В 4-й операции канавочным и проходным прямым резцами за¬крепленными в противоположных пазах резцедержателя, протачивают фаску и вытачивают канавку.
Установкой в общепринятом понятии считают действия, связанные с приданием заготовке определенного положения на станке. Однако с технологической точки зрения установкой называется часть операции, выполняемая за одно закрепление обрабатываемой детали, т. е. все действия по обработке детали, выполняемые за одно ее закрепление в приспособлении.
За одну установку могут обрабатываться несколько поверхностей детали различными режущими инструментами и с разными режимами резания.
Поэтому установку делят на более мелкие части — переходы
Переходом называется часть установки по обработке одной поверхности одним режущим инструментом при определенном режиме резания. При многоинструментальной работе в понятие одного перехода включается обработка нескольких поверхностей несколькими инструментами за одно движение суппорта.
Если хотя бы один из элементов перехода изменяется, то изменяется и сам переход. Пример токарной операции, состоящей из шести переходов, показан на рис. 96.
Каждая поверхность детали может быть обработана за одно или несколько рабочих движений инструмента в зависимости от величины припуска и жесткости заготовки. Поэтому часть перехода, выполняемую за одно движение инструмента в. направлении подачи, принято называть проходом. Он, так же как и переход, характеризуется неизменностью обрабатываемой поверхности, инструмента и режима резания.
Автор - nastia19071991
В предыдущих главах отдельно рассматривались различные виды токарных работ. Приступая к полному изготовлению детали, токарь должен четко представить себе последовательность и способы обработки ее поверхностей, выбрать способы закрепления заготовок, предусмотреть необходимые приспособления и инструменты, выбрать рациональные режимы резания. Весь этот комплекс вопросов определяет содержание технологического процесса.
Применительно к токарной обработке технологическим процессом называется определенная последовательность действий токаря и станка, направленных на превращение заготовки в готовую деталь.
В большинстве случаев полное изготовление деталей совершается на различных металлорежущих станках (токарных, фрезерных, шлифовальных и др.), а ряд из них проходит также термическую обработку. Поэтому в пределах цеха или участка технологический процесс может включать различные виды работ, последовательно выполняемых над заготовкой до превращения ее в готовую деталь.
Технологический процесс является основой организации и планирования участка, цеха и завода в целом. Он должен обеспечивать необходимое качество обработки в соответствии с требованиями рабочего чертежа, а также высокую производительность труда при наименьших материальных затратах. Отсюда вытекает важное требование к технологическому процессу: в нем должны быть предусмотрены наиболее передовые, высокопроизводительные способы обработки, соответствующие современному уровню развития техники производства.
§ 2. Элементы технологического процесса
Технологический процесс делят на части, или элементы: операции, установки, переходы и проходы, отличающиеся между собой объемом выполняемых работ.
Операцией называется часть технологического процесса, непрерывно выполняемая на одном станке по обработке одной или одновременно нескольких деталей. Новая операция начинается, когда рабочий, закончив одну и ту же часть обработки у всей партии деталей, переходит к их дальнейшей обработке.
Количество операций в технологическом процессе зависит от сложности детали и величины изготавливаемой партии. Так, напри¬мер, если токарь обрабатывает только одну деталь на одном станке, то все действия над ней будут составлять одну операцию. Если же эта деталь обрабатывается последовательно на нескольких станках, то технологический процесс будет состоять из соответствующего им количества операций.
При изготовлении деталей партиями нерационально производить непрерывную полную обработку каждой отдельной детали, а затем переходить к обработке следующей. В. этом случае более выгодно сначала обработать только одну часть поверхностей у всех деталей, а затем перестроить станок и приступить к обработке другой части поверхностей и т. д. В данном примере технологический процесс будет состоять из нескольких операций, каждая из которых выполняется за отдельную установку на станке.
На рис. 96 показан пример токарной обработки небольшой партии деталей — опор. Заготовка — круглый стальной прокат диаметром 32 мм.
В 1-й операции длинная заготовка пропускается в отверстие шпинделя и закрепляется в патроне с вылетом из кулачков на одну
деталь. Обработка выполняется в порядке простановки цифр: подрезка торца, обточка участков ступенчатой поверхности до диаметров 24 и 28 мм, проточка фаски, выточка канавки и отрезка с при¬пуском по длине. Резцы установлены в резцедержателе соответственно последовательности обработки.
Во 2-й операции заготовка закрепляется в патроне и опирается уступом в
кулачки. Производится подрезка второго торца и проточка фаски.
Последовательность изготовления более крупной партии этих же деталей за четыре операции показана на рис. 97.
В 1-й операции от прутка отрезается заготовка на одну деталь.
Во 2-й операции заготовку закрепляют в патроне и опирают торцом в шпиндельный упор. Проходным упорным резцом подрезают торец и обтачивают поверхность диаметром 24 мм на длину 30 мм.
В 3-й операции подрезают второй торец, обтачивают поверхность диаметром 28 мм и протачивают фаску.
В 4-й операции канавочным и проходным прямым резцами за¬крепленными в противоположных пазах резцедержателя, протачивают фаску и вытачивают канавку.
Установкой в общепринятом понятии считают действия, связанные с приданием заготовке определенного положения на станке. Однако с технологической точки зрения установкой называется часть операции, выполняемая за одно закрепление обрабатываемой детали, т. е. все действия по обработке детали, выполняемые за одно ее закрепление в приспособлении.
За одну установку могут обрабатываться несколько поверхностей детали различными режущими инструментами и с разными режимами резания.
Поэтому установку делят на более мелкие части — переходы
Переходом называется часть установки по обработке одной поверхности одним режущим инструментом при определенном режиме резания. При многоинструментальной работе в понятие одного перехода включается обработка нескольких поверхностей несколькими инструментами за одно движение суппорта.
Если хотя бы один из элементов перехода изменяется, то изменяется и сам переход. Пример токарной операции, состоящей из шести переходов, показан на рис. 96.
Каждая поверхность детали может быть обработана за одно или несколько рабочих движений инструмента в зависимости от величины припуска и жесткости заготовки. Поэтому часть перехода, выполняемую за одно движение инструмента в. направлении подачи, принято называть проходом. Он, так же как и переход, характеризуется неизменностью обрабатываемой поверхности, инструмента и режима резания.
Автор - nastia19071991
- Войдите, чтобы оставлять комментарии