Сварка (наплавка) цветных металлов со сталью представляет определенную трудность. Например, при сварке латуни со сталью газовой сваркой происходят выгорание и испарение цинка в металле шва и ухудшение его качества (пористость и понижение прочности). Кроме того, пары цинка насыщают окружающее пространство, что вредно для здоровья человека.
Технологический процесс сварки латуни со сталью угольной дугой предложен новаторами завода «Электроаппарат» Н. М. Цыбульским, В. И. Кузьмичевым и И. О. Чечисом. Этот процесс обеспечивает высокое качество сварного соединения и уменьшение выделения вредных паров цинка при сварке латуни со сталью.
Особенности предложенной технологии состоят и следующем:
1. Сварка производится графитовым электродом диаметром до 10 мм. Электрод рекомендуется затачивать на конус.
2. В качестве присадочного металла применяется легкоплавкая бездымная латунь марки ЯК-62-05.
3. Присадочная проволока покрывается флюсом, состоящим из 25—30% буры и 70—75% борной кислоты. Перед нанесением флюса горячим способом присадочная проволока нагревается газовой горелкой до вишневого цвета, посыпается смесью буры и борной кислоты, а затем подогревается еще раз. При холодном способе присадочный материал вначале окунается в жидкое стекло, после чего посыпается смесью и просушивается на воздухе.
4. Сварка ведется постоянным током прямой полярности при длине дуги, равной в среднем 2—5 мм. Величина сварочного тока устанавливается для катета шва 5 мм в 270—300 А, а для шва 4 мм—-250—275 А.
5. При сварке изделие располагают под углом 5- 10, электрод наклоняют на угол 75—90° к оси шва, а присадочную проволоку на угол 30° в противоположную сторону. Сварка производится справа налево.
6. Наложение шва осуществляется при равномерном колебательном движении электрода - с соответствующими движениями присадочного материала.
При сварке латуни рабочее место должно быть оборудовано хорошо действующей местной вентиляцией. Наиболее удобно производить сварку на столе с решеткой, оснащенном системой вытяжки газа вниз, что обеспечивает лучшую видимость формируемого шва.
На электрододержатель рекомендуется устанавливать козырек для защиты руки от тепла дуги.
Сварка графитовым электродом значительно улучшает качество и внешний вид сварочных швов, а также повышает производительность труда.
Годовая экономическая эффективность от внедрения составляет 10 тыс. рублей.
Способ наплавки оловянистой бронзы на сталь. При наплавке медных сплавов непосредственно на сталь происходит проникновение цветного металла в сталь. Для исключения этого явления существует ряд способов: наплавка промежуточного слоя на сталь, создание полей сжимающих напряжений в поверхностном слое стали и др. Однако такие способы снижают в 2—3 раза усталостную прочность наплавленных изделий.
С целью исключения указанного недостатка группой новаторов предложен новый способ наплавки оловянистой бронзы на сталь (авт. свид. № 548391), который состоит в следующем. На поверхность стали предварительно наплавляют слой кремнистой бронзы или латуни. Эти сплавы образуют диффузионную прослойку в зоне наплавки, которая при последующей наплавке оловянистой бронзы препятствует ее проникновению в сталь. Чтобы прослойка в процессе наплавки оловянистой бронзы не расплавлялась, толщина ее должна быть не менее 2—3 мм.
Способ сварки сталеалюминиевых трубных переходников встык. В энергетике и других областях техники находят применение трубопроводы из стали и алюминия. Соединение труб из разнородных металлов производится аргоно-дуговой сваркой неплавящимся (вольфрамовым) электродом.
Новаторы Ленинградского кораблестроительного института Г. А. Бельчук и Б. А. Кох разработали способ сварки сталеалюминиевых трубных переходников встык (авт. свид. № 484944) взамен ранее применявшегося способа сварки внахлестку.
Особенностями предложенного способа являются:
а) несимметричная разделка кромок с углом скоса стальной детали в 1,5—2 раза больше алюминиевой;
б) многопроходная двусторонняя наплавка с предварительным подогревом. Толщина алюминиевой заготовки выбирается в 2 раза больше стальной.
Трубы, вначале подвергается предварительной обработке: стальную трубу очищают и алитируют на длине 100—150 мм, а алюминиевую — обезжиривают, травят и пассивируют. Затем производят разделку кромок стальной трубы 3 под углом 70°, а алюминиевой 1 — под углом 40°, как показано на рис. 24.
Перед сваркой трубы собирают с зазором 1,5—2 мм и подогревают до 100—120° С.
Наплавку металла выполняют таким образом. Внутренний шов 4 образуют в последовательности а, b, с, а наружный шов 2 — d, е, f, g, h. После сварки усиление сварного шва удаляют путем проточки с двух сторон.
Разработанный способ сварки обеспечивает повышение качества соединения сталеалюминиевых труб.
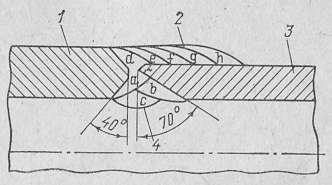
Рис. 24. Схема сварки сталеалюминиевых трубных переходников встык.
Способ восстановления ножей пресс-ножниц наплавкой. В производственном объединении «Кировский завод» внедрен способ восстановления ножей пресс-ножниц наплавкой, позволяющей заменить трудоемкую операцию проточки ножей и продлить их срок службы.
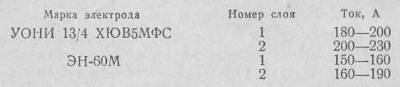
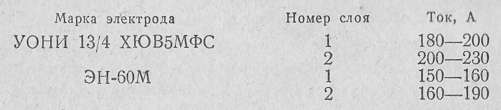
Перед наплавкой изношенные участки разделываются фрезерованием. Сварку производят электродами марок УОНИ 13/4 ХЮВ5МФС и ЭН-60М с предварительным подогревом ножей в печи до температуры 350— 400° С.
Режим наплавки электродами диаметром 5 мм следующий:
После наплавки ножи подвергают механической обработке. Опыт эксплуатации восстановленных ножей показал, что стойкость их не ниже стойкости новых.
Годовой экономический эффект от внедрения наплавки составил около 20 тыс. рублей.
Автоматическая сварка под флюсом с применением порошкообразного присадочного материала. В центральной сварочной лаборатории треста «Союзпромбуммонтаж» разработаны рекомендации по производству автоматической электродуговой сварки под флюсом с применением порошкообразного материала для стыковых соединений листовых металлоконструкций толщиной до 30 мм. В результате исследований и внедрения данного способа сварки выявлены большие преимущества его перед обычной сваркой под флюсом, которые состоят в следующем:
1) отпадает операция разделки кромок свариваемых листов независимо от толщины металла;
2) сварочное соединение выполняется двусторонней сваркой за два прохода;
3) отпадает необходимость во флюсовой подушке, которая заменяется временной стальной подкладкой;
4) уменьшается расход сварочной проволоки в среднем на 60%;
5) повышается в 2—2,5 раза производительность подготовительных и сборочно-сварочных работ;
6) снижается в 2 раза и более себестоимость выполнения 1 пог. м шва;
7) повышается качество сварки (отсутствуют прижоги, улучшается формирование шва, повышаются механические свойства сварного соединения).
Рекомендации включают требования к сварочным материалам, флюсу и присадочным материалам, а также к подготовке листов под сварку.
Сварочная проволока поступает на сварку в очищенном от грязи, масла и краски виде, а флюсы (АН-348А или АН-26) должны быть прокалены при температуре 200—250° С в течение 1 —1,5 ч.
Порошкообразный присадочный материал (ППМ) изготавливается . из электродной проволоки марок Св-08А, Св-08Г2С, Св-08ГА и др. диаметром 1—2 мм.
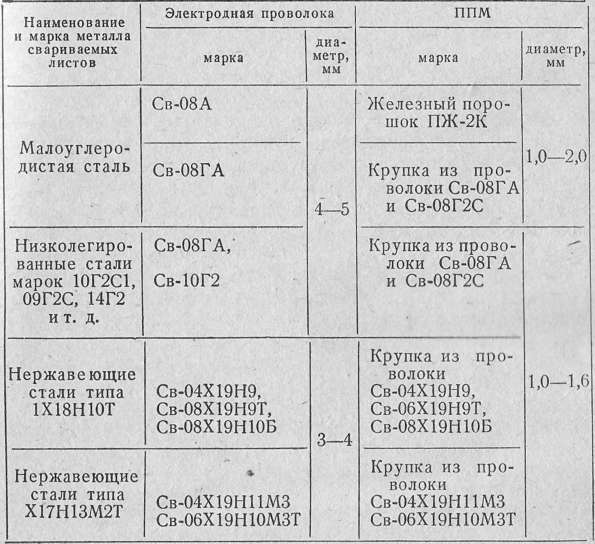
При изготовлении порошка из присадочного материала необходимо, чтобы длина' каждой крупинки не превышала диаметра проволоки, за исключением проволоки диаметром 2 мм, где эта длина должна быть не более 1 мм. В табл. 2 даны рекомендации по выбору марки ППМ для различных марок металла свариваемых листов.
Подлежащие сварке листы после очистки кромок от грязи, ржавчины и масла собираются с требуемым зазоров в стыке, а на концах соединений прикрепляются входные и выходные пластины, равные толщине свариваемых листов. Со стороны, противоположной основному шву, рекомендуется устанавливать прихватки длиной 40—50 мм.
Во избежание высыпания порошка или крупки в зазор между кромками под свариваемый стык подкрадывается металлический лист или полоса. ППМ засыпается в зазор между кромками в требуемом объеме. Например, ППМ из проволоки диаметром 1,0—1,5 мм засыпается в зазор заподлицо. Сварка с использованием ППМ производится в два прохода. При выполнении второго прохода со стороны, противоположной первому, необходимо производить расчистку корня шва электрошлифовальной машиной с кругами толщиной 3 мм.
Для сварки может быть применено стандартное оборудование: автоматы ТС-17МУ, ТС-35, АДС-1000-2. В качестве источников питания можно использовать сварочные преобразователи ПСМ-1000-1, ПСМ-1000-4 и выпрямители ВКСМ-1000. Сварка производится на токах обратной полярности.
Описанные рекомендации могут быть также с большим эффектом применены при сварке в нижнем положении с односторонней или двусторонней -разделкой стыков, угловых швов балок и колонн больших сечений способом «в лодочку».
Таблица 2
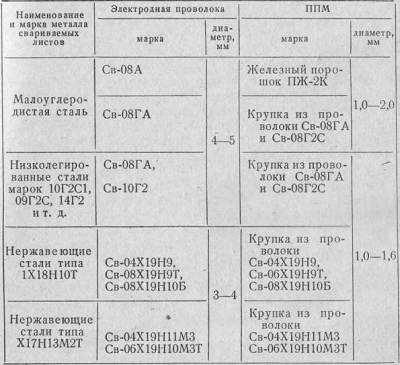
Порошкообразный присадочный материал (ППМ) для различных марок металла свариваемых листов и электродной проволоки
Автор - svarka
Технологический процесс сварки латуни со сталью угольной дугой предложен новаторами завода «Электроаппарат» Н. М. Цыбульским, В. И. Кузьмичевым и И. О. Чечисом. Этот процесс обеспечивает высокое качество сварного соединения и уменьшение выделения вредных паров цинка при сварке латуни со сталью.
Особенности предложенной технологии состоят и следующем:
1. Сварка производится графитовым электродом диаметром до 10 мм. Электрод рекомендуется затачивать на конус.
2. В качестве присадочного металла применяется легкоплавкая бездымная латунь марки ЯК-62-05.
3. Присадочная проволока покрывается флюсом, состоящим из 25—30% буры и 70—75% борной кислоты. Перед нанесением флюса горячим способом присадочная проволока нагревается газовой горелкой до вишневого цвета, посыпается смесью буры и борной кислоты, а затем подогревается еще раз. При холодном способе присадочный материал вначале окунается в жидкое стекло, после чего посыпается смесью и просушивается на воздухе.
4. Сварка ведется постоянным током прямой полярности при длине дуги, равной в среднем 2—5 мм. Величина сварочного тока устанавливается для катета шва 5 мм в 270—300 А, а для шва 4 мм—-250—275 А.
5. При сварке изделие располагают под углом 5- 10, электрод наклоняют на угол 75—90° к оси шва, а присадочную проволоку на угол 30° в противоположную сторону. Сварка производится справа налево.
6. Наложение шва осуществляется при равномерном колебательном движении электрода - с соответствующими движениями присадочного материала.
При сварке латуни рабочее место должно быть оборудовано хорошо действующей местной вентиляцией. Наиболее удобно производить сварку на столе с решеткой, оснащенном системой вытяжки газа вниз, что обеспечивает лучшую видимость формируемого шва.
На электрододержатель рекомендуется устанавливать козырек для защиты руки от тепла дуги.
Сварка графитовым электродом значительно улучшает качество и внешний вид сварочных швов, а также повышает производительность труда.
Годовая экономическая эффективность от внедрения составляет 10 тыс. рублей.
Способ наплавки оловянистой бронзы на сталь. При наплавке медных сплавов непосредственно на сталь происходит проникновение цветного металла в сталь. Для исключения этого явления существует ряд способов: наплавка промежуточного слоя на сталь, создание полей сжимающих напряжений в поверхностном слое стали и др. Однако такие способы снижают в 2—3 раза усталостную прочность наплавленных изделий.
С целью исключения указанного недостатка группой новаторов предложен новый способ наплавки оловянистой бронзы на сталь (авт. свид. № 548391), который состоит в следующем. На поверхность стали предварительно наплавляют слой кремнистой бронзы или латуни. Эти сплавы образуют диффузионную прослойку в зоне наплавки, которая при последующей наплавке оловянистой бронзы препятствует ее проникновению в сталь. Чтобы прослойка в процессе наплавки оловянистой бронзы не расплавлялась, толщина ее должна быть не менее 2—3 мм.
Способ сварки сталеалюминиевых трубных переходников встык. В энергетике и других областях техники находят применение трубопроводы из стали и алюминия. Соединение труб из разнородных металлов производится аргоно-дуговой сваркой неплавящимся (вольфрамовым) электродом.
Новаторы Ленинградского кораблестроительного института Г. А. Бельчук и Б. А. Кох разработали способ сварки сталеалюминиевых трубных переходников встык (авт. свид. № 484944) взамен ранее применявшегося способа сварки внахлестку.
Особенностями предложенного способа являются:
а) несимметричная разделка кромок с углом скоса стальной детали в 1,5—2 раза больше алюминиевой;
б) многопроходная двусторонняя наплавка с предварительным подогревом. Толщина алюминиевой заготовки выбирается в 2 раза больше стальной.
Трубы, вначале подвергается предварительной обработке: стальную трубу очищают и алитируют на длине 100—150 мм, а алюминиевую — обезжиривают, травят и пассивируют. Затем производят разделку кромок стальной трубы 3 под углом 70°, а алюминиевой 1 — под углом 40°, как показано на рис. 24.
Перед сваркой трубы собирают с зазором 1,5—2 мм и подогревают до 100—120° С.
Наплавку металла выполняют таким образом. Внутренний шов 4 образуют в последовательности а, b, с, а наружный шов 2 — d, е, f, g, h. После сварки усиление сварного шва удаляют путем проточки с двух сторон.
Разработанный способ сварки обеспечивает повышение качества соединения сталеалюминиевых труб.
Рис. 24. Схема сварки сталеалюминиевых трубных переходников встык.
Способ восстановления ножей пресс-ножниц наплавкой. В производственном объединении «Кировский завод» внедрен способ восстановления ножей пресс-ножниц наплавкой, позволяющей заменить трудоемкую операцию проточки ножей и продлить их срок службы.
Перед наплавкой изношенные участки разделываются фрезерованием. Сварку производят электродами марок УОНИ 13/4 ХЮВ5МФС и ЭН-60М с предварительным подогревом ножей в печи до температуры 350— 400° С.
Режим наплавки электродами диаметром 5 мм следующий:
После наплавки ножи подвергают механической обработке. Опыт эксплуатации восстановленных ножей показал, что стойкость их не ниже стойкости новых.
Годовой экономический эффект от внедрения наплавки составил около 20 тыс. рублей.
Автоматическая сварка под флюсом с применением порошкообразного присадочного материала. В центральной сварочной лаборатории треста «Союзпромбуммонтаж» разработаны рекомендации по производству автоматической электродуговой сварки под флюсом с применением порошкообразного материала для стыковых соединений листовых металлоконструкций толщиной до 30 мм. В результате исследований и внедрения данного способа сварки выявлены большие преимущества его перед обычной сваркой под флюсом, которые состоят в следующем:
1) отпадает операция разделки кромок свариваемых листов независимо от толщины металла;
2) сварочное соединение выполняется двусторонней сваркой за два прохода;
3) отпадает необходимость во флюсовой подушке, которая заменяется временной стальной подкладкой;
4) уменьшается расход сварочной проволоки в среднем на 60%;
5) повышается в 2—2,5 раза производительность подготовительных и сборочно-сварочных работ;
6) снижается в 2 раза и более себестоимость выполнения 1 пог. м шва;
7) повышается качество сварки (отсутствуют прижоги, улучшается формирование шва, повышаются механические свойства сварного соединения).
Рекомендации включают требования к сварочным материалам, флюсу и присадочным материалам, а также к подготовке листов под сварку.
Сварочная проволока поступает на сварку в очищенном от грязи, масла и краски виде, а флюсы (АН-348А или АН-26) должны быть прокалены при температуре 200—250° С в течение 1 —1,5 ч.
Порошкообразный присадочный материал (ППМ) изготавливается . из электродной проволоки марок Св-08А, Св-08Г2С, Св-08ГА и др. диаметром 1—2 мм.
При изготовлении порошка из присадочного материала необходимо, чтобы длина' каждой крупинки не превышала диаметра проволоки, за исключением проволоки диаметром 2 мм, где эта длина должна быть не более 1 мм. В табл. 2 даны рекомендации по выбору марки ППМ для различных марок металла свариваемых листов.
Подлежащие сварке листы после очистки кромок от грязи, ржавчины и масла собираются с требуемым зазоров в стыке, а на концах соединений прикрепляются входные и выходные пластины, равные толщине свариваемых листов. Со стороны, противоположной основному шву, рекомендуется устанавливать прихватки длиной 40—50 мм.
Во избежание высыпания порошка или крупки в зазор между кромками под свариваемый стык подкрадывается металлический лист или полоса. ППМ засыпается в зазор между кромками в требуемом объеме. Например, ППМ из проволоки диаметром 1,0—1,5 мм засыпается в зазор заподлицо. Сварка с использованием ППМ производится в два прохода. При выполнении второго прохода со стороны, противоположной первому, необходимо производить расчистку корня шва электрошлифовальной машиной с кругами толщиной 3 мм.
Для сварки может быть применено стандартное оборудование: автоматы ТС-17МУ, ТС-35, АДС-1000-2. В качестве источников питания можно использовать сварочные преобразователи ПСМ-1000-1, ПСМ-1000-4 и выпрямители ВКСМ-1000. Сварка производится на токах обратной полярности.
Описанные рекомендации могут быть также с большим эффектом применены при сварке в нижнем положении с односторонней или двусторонней -разделкой стыков, угловых швов балок и колонн больших сечений способом «в лодочку».
Таблица 2
Порошкообразный присадочный материал (ППМ) для различных марок металла свариваемых листов и электродной проволоки
Автор - svarka
- Войдите, чтобы оставлять комментарии