- при сверлении сквозных отверстий в заготовках необходимо обращать внимание на способ их закрепления; если заготовка крепится на столе, то нужно установить ее на подкладку, чтобы дать свободный выход сверлу после окончания обработки;
- сверло следует подводить к заготовке только после включения вращения шпинделя так, чтобы оно коснулось поверхности заготовки с небольшой нагрузкой, иначе могут быть повреждены режущие кромки сверла;
- не следует останавливать вращение шпинделя, пока сверло находится в обрабатываемом отверстии. Сначала надо вывести сверло, а затем прекратить вращение шпинделя или остановить станок, в противном случае сверло может быть повреждено;
- в случае появления во время сверления скрежета, вибраций, возникающих в результате заедания, перекоса или износа сверла немедленно вывести сверло из заготовки и после этого остановить станок;
- при сверлении глубоких отверстий (l>5d) необходимо периодически выводить сверло из обрабатываемого отверстия для удаления стружки, а также смазки сверла. Этим существенно уменьшается вероятность поломки сверла и преждевременного его затупления;
- отверстие диаметром более 25 мм в сплошном металле рекомендуется сверлить за два перехода (с рассверливанием или зенкерованием);
- сверление следует выполнять только по режимам, указанным в технологических картах или в таблицах справочников, а также по рекомендациям мастера (технолога);
- при сверлении отверстий (сверловке отверстий) в заготовках из стали или вязких материалов обязательно применять СОЖ для предохранения режущего инструмента от преждевременного износа и увеличения режимов резания.
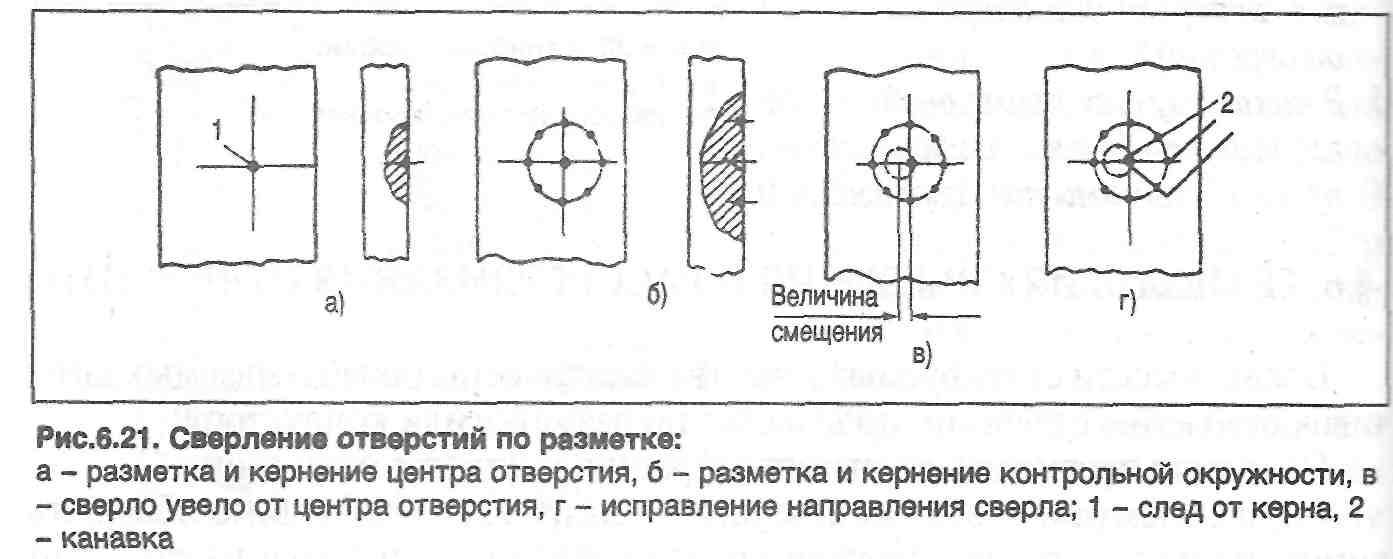
Сверление по разметке применяют в единичном и мелкосерийном производствах, когда изготовление кондукторов экономически себя не оправдывает из-за малого количества обрабатываемых деталей. В этом случае к сверловщику поступают размеченные заготовки с нанесенными на них контрольными окружностями и центром будущего отверстия (рис.6.21,а). В некоторых случаях разметку производит сам сверловщик.
Сверление по разметке производят в два этапа: предварительное сверление, затем окончательное сверление. Предварительное сверление (сверловку отверстий) производят с ручной подачей, высверливая небольшое отверстие (0,25d). После этого отводят обратно шпиндель и сверло, удаляют стружку, проверяют совпадение окружности надсверленного отверстия с разметочной окружностью.
Если предварительное отверстие просверлено правильно (рис.6.21,б), сверление следует продолжить и довести до конца.
Если же предварительно просверленное отверстие ушло в сторону (рис.6.21,в), производят соответствующую корректировку, которая заключается в прорубании узким зубилом (крейцмейселем) 2-3 канавок 2 от центра с той стороны, куда нужно сместить сверло (рис.6.21,г). Канавки направляют сверло в намеченное кернером место. После исправления смещения продолжают сверление до конца.
Сверление в приспособлении-кондукторе. Для направления режущего инструмента и фиксирования заготовки соответственно требованиям технологического процесса применяют различные кондукторы. Постоянные установочные базы приспособления и кондукторные втулки, дающие направление сверлу, повышают точность обработки. При сверлении в кондукторах сверловщик выполняет небольшое число простых приемов (устанавливает в кондуктор и снимает заготовку, включает и выключает подачу шпинделя).
Сверловка отверстий
Сверление сквозных и глухих отверстий. В заготовках встречаются в основном два вида отверстий: сквозные, проходящие через всю толщину детали, и глухие, просверливаемые лишь на определенную глубину.Процесс сверления сквозных отверстий отличается от процесса сверления глухих отверстий. Когда при сверлении сквозных отверстий сверло выходит из отверстия, сопротивление материала заготовки уменьшается скачкообразно. Если не уменьшить в это время скорость подачи сверла, оно заклиниваясь может сломаться. Особенно часто это случается при сверлении отверстий в тонких заготовках, сквозных прерывистых отверстий и отверстий, расположенных под прямым углом одно к другому. Поэтому сверление сквозного отверстия производят с большой скоростью механической подачи шпинделя, в конце сверления нужно выключить скорость подачи и досверлить отверстие вручную со скоростью, меньшей, чем механическая.
При сверлении с ручной подачей инструмента величину скорости подачи перед выходом сверла из отверстия следует также несколько уменьшить, и сверление производить плавно.
Известны три основных способа сверления глухих отверстий.
достижении сверлом заданной глубины (отсчетные линейки, лимбы, жесткие упоры, автоматические остановы и пр.), то при настройке на выполнение данной операции надо его отрегулировать на заданную глубину сверления.
Если станок не имеет таких устройств, то для определения достигнутой глубины сверления можно пользоваться специальным патроном (рис.6.22,б) с регулируемым упором. Упорную втулку 2 патрона можно перемещать и устанавливать относительно корпуса 1 со сверлом на заданную глубину обработки. При движении шпинделя станка вниз он перемещается до упора торца втулки 2 в торец кондукторной втулки 3 (при сверлении в кондукторе) или в поверхность
Если станок, на котором сверлят глухое отверстие, имеет какое-либо устройство для автоматического выключения скорости подачи шпинделя при

заготовки. Такой патрон обеспечивает точность глубины отверстия в пределах 0,1-0,05 мм.
Если не требуется большая точность глубины сверления и нет указанного патрона, можно пользоваться упором в виде втулки, закрепленным на сверле (рис.6.22,а) или сделать на сверле мелом отметку глубины отверстия. В последнем случае шпиндель подают до тех пор, пока сверло не углубится в заготовку до отметки.
Глубину сверления глухого отверстия проверяют периодически глубиномером, но этот способ требует дополнительных затрат времени, так как приходится выводить сверло из отверстия, удалять стружку и вновь после измерения вводить его.
Рассверливание отверстий. Отверстия диаметром более 25 мм обычно сверлят за два перехода: вначале сверлом меньшего диаметра, а затем рассверливают сверлом большего диаметра.
Диаметр первого сверла равен примерно длине поперечной режущей кромки второго сверла. Это дает возможность значительно уменьшить силу резания при обработке сверлом большого диаметра.
При рассверливании рекомендуется подбирать размеры сверл в зависимости от наименьшего диаметра отверстия. Рассверливать можно только отверстия, предварительно полученные сверлением. Отверстия, полученные литьем, штамповкой, рассверливать не рекомендуется, так как в этих случаях сверло сильно уводит вследствие несовпадения центра отверстия с осью сверла.
Правила и приемы работы при рассверливании отверстий аналогичны правилам и приемам при сверлении.
Автор - nastia19071991
- Войдите, чтобы оставлять комментарии