Шлифовальный круг — особый режущий инструмент, состоящий из твердых абразивных зерен и связки. Благодаря высокой скорости вращения (12—15 м/сек) и большой твердости зерен он способен срезать (соскабливать) с поверхностей материалов любой твердости тонкие стружки. При этом обеспечивается высокая частота обработки, которая тем выше, чем мельче зерна круга.
По материалу зерен шлифовальные круги делятся на электрокорундовые и карбидокремниевые. Первые предназначены для заточки быстрорежущих резцов, вторые—твердосплавных. Их можно отличить по цвету. Электрокорундовые круги имеют белый, розовый, серый цвет с различными оттенками. Причем круги белого и розового цветов—высококачественные. Круги из карбида кремния, применяемые для заточки инструментов, светло-зеленого цвета.
Для заточных работ в основном пользуются кругами на керамической связке, представляющей собой обожженную огнеупорную глину в смеси с некоторыми другими связующими компонентами. Наряду с хорошей водоупорностью, пористостью и способностью сохранять рабочий профиль такая связка склонна к выкрашиванию под действием ударных нагрузок.
Кроме материала зерен, зернистости (величины зерен) и связки, шлифовальные круги характеризуются твердостью, под которой подразумевается способность связки удерживать зерна от выкрашивания. Мягкие круги в работе быстро осыпаются, твердые, наоборот, притупляются (засаливаются). Круг должен быть таким, чтобы он во время работы самозатачивался, т. е. по мере затупления зерен они должны выкрашиваться, уступая место острым зернам.
Заточку ведут в следующей последовательности: вначале затачивают переднюю поверхность, затем задние поверхности—главную и вспомогательные и после этого закругляют вершины (см. рис.20). При этом руководствуются правилами:
1. Подручник 1 регулируют так, чтобы обеспечивалось получение необходимых задних углов, расположение режущей кромки резца на уровне оси круга или немного выше, а зазор между кругом и подручником составлял бы не более 3 мм.
2. Во время заточки круг 3 должен набегать на режущую кромку в тело резца.
3. Резец удерживают руками, опирают на подручник, легко прижимают к рабочей поверхности круга и плавно перемещают вдоль нее.
4. Для направления резца при заточке задних поверхностей рекомендуется применять специальное приспособление 2, которое устанавливают под требуемым углом в плане и перемещают вместе с резцом.
5. Заточку ведут с обильным охлаждением или всухую. Периодическое замачивание нагретого резца в воде недопустимо вследствие возможного возникновения трещин на режущих кромках.
6. Засаленный или неравномерно изношенный круг правят и очищают твердым абразивным бруском из зеленого карбида кремния или специальной шарошкой с металлическими звездочками.
7. С целью защиты глаз от абразивной пыли следует пользоваться очками или прозрачным экраном.
8. Во время заточки стоять немного в стороне от плоскости вращения шлифовального круга.
9. Перед началом работы проверить надежность крепления защитного кожуха 4, состояние и действие кнопок «пуск»— «стоп», наличие и крепление заземляющего провода.
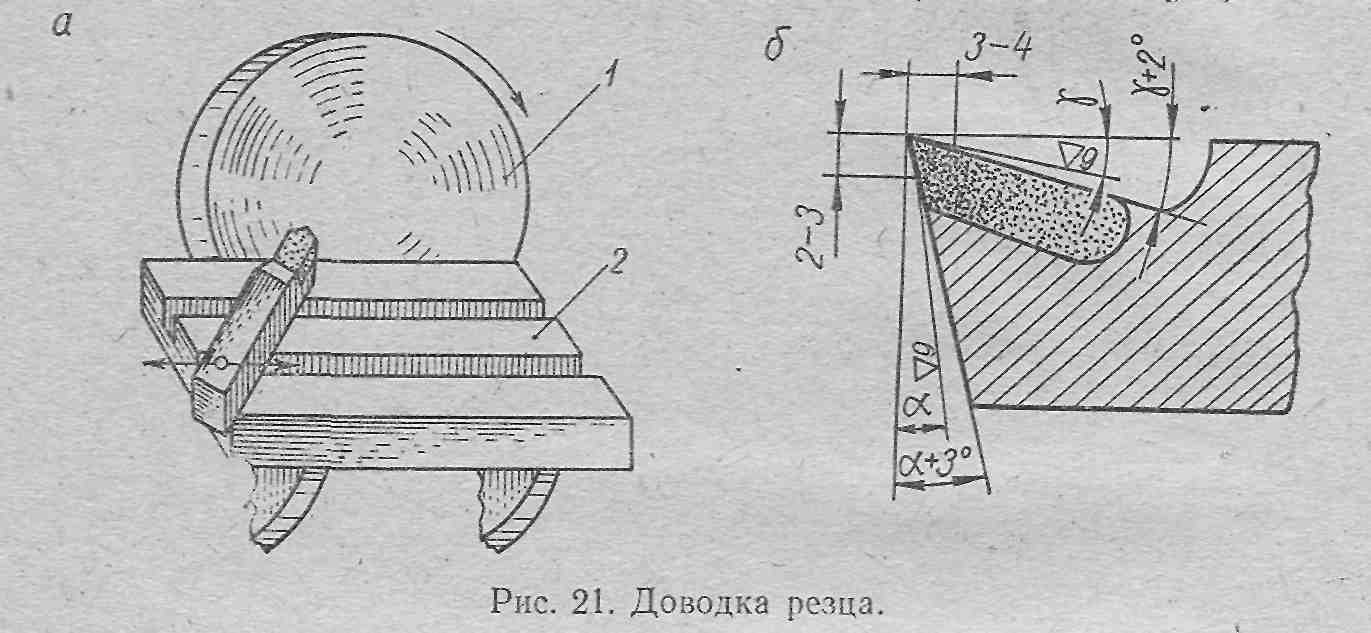
2. Доводка резцов. На рабочих поверхностях заточенных резцов остается шероховатость, которая, подобно мелким надрезам может явиться причиной возникновения трещин и выкрашивания режущих кромок в работе. Поэтому для сглаживания неровностей и повышения остроты режущих кромок резцы после заточки рекомендуется доводить.

Доводку выполняют на доводочном станке чугунным притиром 1 дисковой формы (рис. 21, а), вращающимся с небольшой скоростью 1—2 м/сек.
Предварительно на рабочую поверхность притира, смоченную керосином, наносят тонким слоем, а затем растирают абразивный доводочный порошок или специальную пасту. Для быстрорежущих резцов применяют корундовые порошки, для твердосплавных—порошки карбида бора.
При доводке резец опирают на подручник 2, слегка прижимают к притиру и медленно перемещают вдоль его поверхности. Притир должен набегать под режущую кромку со стороны тела резца, иначе будет происходить резание притира.
Доводку производят по узким ленточкам (2—4 мм) на передней и задней поверхностях вдоль главной режущей кромки и по радиусу вершины (рис 21, б). Для этого при заточке резца углы а и у делают на 2—3° больше требуемых.
В настоящее время широко используется более эффективный способ доводки резцов алмазными кругами (см. гл. XII, § 6).
3. Контроль резцов. Главные углы резца проверяются шаблоном (рис. 22, а) или измеряются настольным угломером (рис. 22, б); углы в плане — универсальным угломером.
Настольный угломер состоит из основания 1, стойки 2, кронштейна- 3 с градусной шкалой и измерительного угольника 4. При
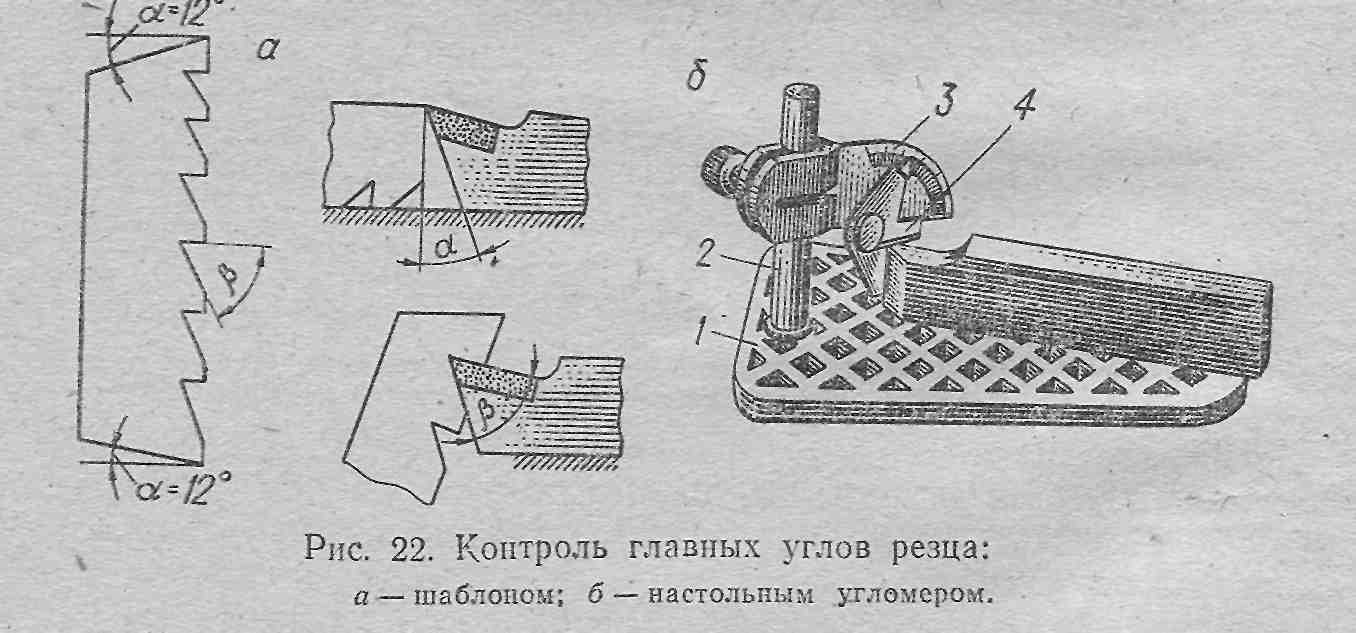
поочередном прикладывании сторон угольника к задним и передней . поверхностям резца можно определить по градусной шкале значения задних углов a, а1 и переднего угла у.
Чистоту доведенных поверхностей, отсутствие, на режущих кромках сколов, трещин, прижогов определяют внешним осмотром при помощи лупы с 5—10-кратным увеличением.

Автор - nastia19071991
- Войдите, чтобы оставлять комментарии